Станки этой подгруппы универсальны, а следовательно, и самые сложные. Одни из них работают по схеме плосковершинного производящего колеса, другие — по схеме конусного.
Конструктивные различия этих станков зависят от метода формообразования, а также от структуры кинематических схем, внутренних механических связей и предельных размеров заготовок и обусловливают особенности их наладок. Изучение наладок всех станков не представляется возможным. С особенностями наладки каждого станка можно познакомиться непосредственно по руководствам, поставляемым со станком. В данной главе будет рассмотрена наладка распространенного в промышленности зуборезного станка 5С280П. Знакомство с этим станком поможет освоить любые другие зуборезные станки.
§ 73. Устройство зуборезного станка 5С280П
Станок предназначен для чистовой и черновой обработки конических зубчатых колес с круговой линией зубьев, диаметром до 800 мм и модулем до 16 мм. Кроме того, на нем можно обрабатывать гипоидные зубчатые колеса.
Принцип работы этого станка аналогичен показанному на рис. 64, а, при i котором резцы зуборезной головки вос-• производят в своем вращении зуб плосковершинного производящего колеса, а > профиль зубьев нарезаемого конического колеса получается в процессе обка-| та как огибающие боковых поверхностен зубьев этого колеса.
Станок может работать тремя методами: обката, врезания и комбинированным.
Метод обката применяют при чистовой обработке обычных конических зубчатых передач.
Метод врезания (без обката) применяют при черновом нарезании колес обычных конических зубчатых передач, а также при чистовой обработке полуобкатных передач, когда парная шестерня в передаче обрабатывается обкатом с модифицированием по профилю.
Комбинированным методом обрабатывают колеса с углом начального конуса 70...80°. Метод заключается в том, что в начале производится простое врезание инструмента в заготовку (при этом имеет место очень малая скорость обката), а после того, как зуб обработан -на полную глубину, подача врезания прекращается, и происходит окончательная обработка зуба обкатом.
Деление в этих станках (на 1 зуб) осуществляется периодически после отвода заготовки от инструмента,
Станок — полуавтомат, гидрофнци-рован и может быть использован при мелкосерийном, крупносерийном и массовом производствах.
Основные технические данные станка:
Наибольший диаметр обрабатываемых зубчатых колес, мм ........ 800
Пределы длины внешнего конусного расстояния обрабатываемых зубчатых колес, мм ............ 50...400
Наибольшее передаточное отношение зубчатых колес обрабатываемой передачи ............. 1:10
Наибольший внешний окружной модуль обрабатываемых зубчатых колес, мм ............. 16
Наибольшая ширина венца обрабатываемых зубчатых колес, мм ... 125
Пределы частоты вращения инструмента, об/мнн .......... 20... 127
Пределы продолжительности цикла при нарезании зуба, с/зуб .... 5 - 200
Потребляемая мощность, кВт .... 11,27
Габаритные размеры станка (длина X
Х ширина X высота),мм .... 3100x2300x2200
Масса станка, кг ......... 15000
Принципиальная компоновка станка соответствует рассмотренным выше (см. рнс. 76, а) компоновкам зубостро-
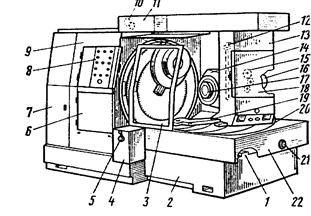
Рис. 175. Зуборезный станок 5С280П:
1—направляющие, 2— станина, 3—люлька, 4—коробка гидропанели, 5 — рукоятка управления столом и зажимом заготовки на шпинделе, 6—дверца, за которой расположен диск управления, 7—дверца, за которой находится кран отключения модификатора. 8—пульт управления. 9—инструментальная бабка. 10—гитара деления, //—механизм деления, 12 — винт установочных перемещении бабки изделия, 13—стоика. 14—бабка изделия. 15—гитара деления, 16 — гидрозажим, 17 — шпиндель изделия. 18 — крышка. 19—поворотная планка. 20 — круговые направляющие стола, 21 — механизм скользящей базы, 22— стол
гальных станков для нарезания конических колес с прямой линией зубьев, работающих по методу обката, за исключением того, что у этих станков бабка изделия крепится непосредственно на столе, минуя поворотную плиту.
Общий вид станка 5С280П с органами управления показан на рис. 175. Станина 2 в правой верхней части имеет направляющие 1, а к левой верхней части ее крепится инструментальная бабка 9, внутри которой размещена люлька 3, которая может поворачиваться вокруг своей оси. Справа от инструментальной бабки расположена бабка изделия 14, имеющая возможность для наладки перемешаться вдоль оси шпинделя и поворачиваться вокруг центра станка. Бабка изделия монтируется непосредственно на столе 22, который
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.