









Министерство высшего и профессионального образования Р. Ф.
Новосибирский Государственный Технический Университет
По предмету «Метрология»
Выполнил:
Вариант № 38.
Принял:
Новосибирск
2004
![]()
Содержание:
Стр №
1.Задание №1. Графическое изображение полей допусков и расчет параметров посадок гладких цилиндрических соединений. 2
2.Задание №2. Расчет и выбор посадки с зазором. 5
3.Задание №3. Расчет и выбор неподвижной посадки. 7
4.Задание №4. Расчет исполнительных размеров гладких предельных калибров. 11
5.Задание №5. Расчет и выбор посадок для подшипников качения. 21
6.Задание №6. Определение допусков и предельных размеров резьбового соединения. 28
7.Задание №7. Определение допусков и предельных размеров для шпоночного соединения. 31
8.Задание №8. Расчет точности размеров, входящих в размерные цепи. 35
Список литературы. 37
ЗАДАНИЕ 1. ГРАФИЧЕСКОЕ ИЗОБРАЖЕНИЕ ПОЛЕЙ ДОПУСКОВ И РАСЧЕТ ПАРАМЕТРОВ ПОСАДОК ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ
Исходные данные:
|
Номинальный диаметр, мм |
Рекомендуемые посадки по квалитетам |
|
|
55 |
Основные отверстия: |
Основные валы: |
|
H7 |
h4 |
|
Предельные размеры определяются:
Для вала: dmax =dн+es ; dmin=dн+ei .
Для отверстия: Dmax=Dн+ES ; Dmin=Dн+EI , где dн и Dн-номинальные размеры вала и отверстия;
es и ES-верхние отклонения вала и отверстия;
ei и EI-нижние отклонения вала и отверстия.
Величины допуска определяются:
Для вала: Td=dmax-dmin=es-ei;
Для отверстия: TD=Dmax-Dmin=ES-EI.
Величины натягов определяются для посадок с натягом:
Nmax=dmax-Dmin=es-EI;
Nmin=dmin-Dmax=ei-ES;
Nc=(Nmax+Nmin)/2 .
Для посадок с зазором величины зазоров определяются:
Smax=Dmax-dmin=ES-ei;
Smin=Dmin-dmax=EI-es;
Sc=(Smax+Smin)/2 .
Для переходных посадок наибольшие значения натяга и зазора определяются:
Nmax=es-EI;
Smax=ES-ei;
Nmin=-Smax=ei-ES.
Допуск посадки определяется:
Допуск натяга: TN=Nmax-Nmin=(es-ei)+(ES-EI);
Допуск зазора: Ts=Smax-Smin=(ES-EI)+(es-ei);
Допуск посадки в общем случае:TN=TS=TD+Td.
2
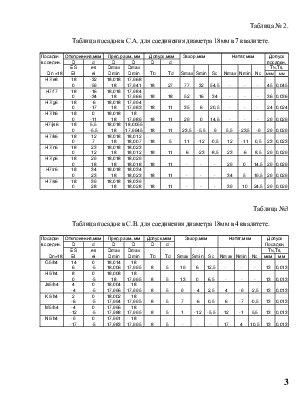
Таблица № 2.
Таблица посадок в С.А. для соединения диаметра 18мм в 7 квалитете.
|
Посадки |
Отклонения,мкм |
Пред.разм.,мм |
Допуск,мкм |
Зазор,мкм |
Натяг,мкм |
Допуск |
||||||||
|
в соедин. |
D |
d |
D |
D |
D |
d |
посадки, |
|||||||
|
ES |
es |
Dmax |
Dmax |
TN,Ts, |
||||||||||
|
Dn =18 |
EI |
ei |
Dmin |
Dmin |
TD |
Td |
Smax |
Smin |
Sc |
Nmax |
Nmin |
Nc |
мкм |
мм |
|
H7/e8 |
18 |
-32 |
18,018 |
17,968 |
||||||||||
|
0 |
-59 |
18 |
17,941 |
18 |
27 |
77 |
32 |
54,5 |
- |
- |
- |
45 |
0,045 |
|
|
H7/f7 |
18 |
-16 |
18,018 |
17,984 |
||||||||||
|
0 |
-34 |
18 |
17,966 |
18 |
18 |
52 |
16 |
34 |
- |
- |
- |
36 |
0,036 |
|
|
H7/g6 |
18 |
-6 |
18,018 |
17,994 |
||||||||||
|
0 |
-17 |
18 |
17,983 |
18 |
11 |
35 |
6 |
20,5 |
- |
- |
- |
24 |
0,024 |
|
|
H7/h6 |
18 |
0 |
18,018 |
18 |
||||||||||
|
0 |
-11 |
18 |
17,989 |
18 |
11 |
29 |
0 |
14,5 |
- |
- |
- |
29 |
0,029 |
|
|
H7/js6 |
18 |
5,5 |
18,018 |
18,0055 |
||||||||||
|
0 |
-5,5 |
18 |
17,9945 |
18 |
11 |
23,5 |
-5,5 |
9 |
5,5 |
-23,5 |
-9 |
29 |
0,029 |
|
|
H7/k6 |
18 |
12 |
18,018 |
18,012 |
||||||||||
|
0 |
7 |
18 |
18,007 |
18 |
5 |
11 |
-12 |
-0,5 |
12 |
-11 |
0,5 |
23 |
0,023 |
|
|
H7/n6 |
18 |
23 |
18,018 |
18,023 |
||||||||||
|
0 |
12 |
18 |
18,012 |
18 |
11 |
6 |
-23 |
-8,5 |
23 |
-6 |
8,5 |
29 |
0,029 |
|
|
H7/p6 |
18 |
29 |
18,018 |
18,029 |
||||||||||
|
0 |
18 |
18 |
18,018 |
18 |
11 |
- |
- |
- |
29 |
0 |
14,5 |
29 |
0,029 |
|
|
H7/r6 |
18 |
34 |
18,018 |
18,034 |
||||||||||
|
0 |
23 |
18 |
18,023 |
18 |
11 |
- |
- |
- |
34 |
5 |
19,5 |
29 |
0,029 |
|
|
H7/s6 |
18 |
39 |
18,018 |
18,039 |
||||||||||
|
0 |
28 |
18 |
18,028 |
18 |
11 |
- |
- |
- |
39 |
10 |
24,5 |
29 |
0,029 |
|
Таблица №3
Таблица посадок в С.В. для соединения диаметра 18мм в 4 квалитете.
|
Посадки |
Отклонения,мкм |
Пред.разм.,мм |
Допуск,мкм |
Зазор,мкм |
Натяг,мкм |
Допуск |
||||||||
|
в соедин. |
D |
d |
D |
D |
D |
d |
Посадки, |
|||||||
|
ES |
es |
Dmax |
Dmax |
TN,Ts, |
||||||||||
|
Dn=18 |
EI |
ei |
Dmin |
Dmin |
TD |
Td |
Smax |
Smin |
Sc |
Nmax |
Nmin |
Nc |
мкм |
мм |
|
G5/h4 |
14 |
0 |
18,014 |
18 |
||||||||||
|
6 |
-5 |
18,006 |
17,995 |
8 |
5 |
19 |
6 |
12,5 |
- |
- |
- |
13 |
0,013 |
|
|
H5/h4 |
8 |
0 |
18,008 |
18 |
||||||||||
|
0 |
-5 |
18 |
17,995 |
8 |
5 |
13 |
0 |
6,5 |
- |
- |
- |
13 |
0,013 |
|
|
Js5/h4 |
4 |
0 |
18,004 |
18 |
||||||||||
|
-4 |
-5 |
17,996 |
17,995 |
8 |
5 |
9 |
-4 |
2,5 |
4 |
-9 |
-2,5 |
13 |
0,013 |
|
|
K5/h4 |
2 |
0 |
18,002 |
18 |
||||||||||
|
-6 |
-5 |
17,994 |
17,995 |
8 |
5 |
7 |
-6 |
0,5 |
6 |
-7 |
-0,5 |
13 |
0,013 |
|
|
M5/h4 |
-4 |
0 |
17,996 |
18 |
||||||||||
|
-12 |
-5 |
17,988 |
17,995 |
8 |
5 |
1 |
-12 |
-5,5 |
12 |
-1 |
5,5 |
13 |
0,013 |
|
|
N5/h4 |
-9 |
0 |
17,991 |
18 |
||||||||||
|
-17 |
-5 |
17,983 |
17,995 |
8 |
5 |
- |
- |
- |
17 |
4 |
10,5 |
13 |
0,013 |
|
3
ЗАДАНИЕ 2.РАСЧЕТ И ВЫБОР ПОСАДКИ С ЗАЗОРОМ
Исходные данные:
Таблица №4
|
D,mm |
l,mm |
n,об/мин. |
P,Н |
Масло |
|
40 |
60 |
1400 |
2000 |
Индустриальное 20 |
КПД =0,015…0,021-для инд. масла 20 ;
Угловая скорость w=2пn/60=2*3,14*1400/60=146,6(1/c).
1.Определение среднего удельного давления в подшипнике:
q=P/D*l=2000/0,04*0,06=833333=~8,3*105(Н/м);
2.Вычисление произведения:
![]() h*S=(0,52*D2*w* )/q*l/(D+l)=0,52*0,0016*146,6*0,018/8,3*105*0,06/
h*S=(0,52*D2*w* )/q*l/(D+l)=0,52*0,0016*146,6*0,018/8,3*105*0,06/
/(0,04+0,06)=1*10-9(м^2).
3.Наивыгоднейший тепловой режим работы подшипника при наименьшем коэффициенте трения наступает при установившемся движении, когда h=0,25S.
Подставляя значение h в вышеприведённую формулу, получим наивыгоднейший зазор:
![]()
![]()
![]()
![]() Sнаив.=2 h*S=79,676*10-6(м).
Sнаив.=2 h*S=79,676*10-6(м).
4.Расчетный зазор,по которому выбирается посадка,определяется по формуле:
Sрасч.=Sнаив.-2(Rz1+Rz2)=79,676-2*(3,2+3,2)=79,676-12,8=66,876(мкм).
Где Rz1 и Rz2-шероховатость поверхностей вала и отверстия поГОСТ 2789-73, которая принимается исходя из конструктивных и технологических соображений: Rz1=3,2мкм, Rz2=3,2мкм.
5.Чтобы большая часть подвижных соединений при сборке имела зазор,близкий к расчетному,при выборе стандартной посадки необходимо равенство:
Sстанд.гост=Sрасч.. Расхождение допускается не более 5%.
Таблица №5.
|
Посадки |
Отклонения,мкм |
Пред.разм.,мм |
Допуск,мкм |
Зазор,мкм |
Расчетный зазор, |
Допуск |
||||||||
|
в соедин. |
D |
d |
D |
d |
D |
d |
мкм |
посадки, |
||||||
|
ES |
es |
Dmax |
dmax |
Ts, |
||||||||||
|
D=40 |
EI |
ei |
Dmin |
dmin |
TD |
Td |
Smax |
Smin |
Sc |
Sрасч |
Smin |
Smax |
мкм |
мм |
|
H8/f8 |
39 |
-25 |
40,039 |
39,975 |
||||||||||
|
0 |
-64 |
40 |
39,936 |
39 |
39 |
103 |
25 |
64 |
66,88 |
63,53 |
70,21 |
78 |
0,078 |
|
6.Выбранную посадку необходимо проверить на min толщину маслянной пленки hmin, при которой обеспечивается жидкостное трение.
hmin=hS/[Smaxгост+(Rz1+Rz2)]=1*10-9/[103+(3,2+3,2)]*10-6=9,14 (мкм).
Для обеспечения жидкостного трения необходимо соблюдать условие:
hmin.>=Rz1+Rz2.
9,14(мкм)>=3,2+3,2=6,4(мкм).
5
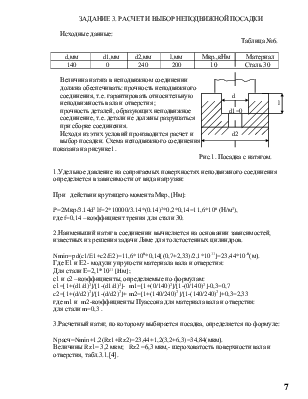
ЗАДАНИЕ 3. РАСЧЕТ И ВЫБОР НЕПОДВИЖНОЙ ПОСАДКИ
Исходные данные:
Таблица №6.
|
|
d1,мм |
d2,мм |
l,мм |
Мкр.,кНм Материал |
|
140 |
0 |
240 |
200 |
10 Сталь 30 |
![]()
![]()
![]()
![]() Величина натяга в неподвижном соединении должна
обеспечивать: прочность неподвижного
Величина натяга в неподвижном соединении должна
обеспечивать: прочность неподвижного
![]()
![]()

![]()

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() соединения,
т.е. гарантировать относительную d
соединения,
т.е. гарантировать относительную d


![]()
![]() неподвижность
вала и отверстия ;
l
неподвижность
вала и отверстия ;
l
![]()

![]()
![]()

![]()
![]()
![]()
![]() прочность деталей, образующих неподвижное
d1=0
прочность деталей, образующих неподвижное
d1=0
![]()
![]()
![]() соединение, т.е. детали не должны разрушаться
соединение, т.е. детали не должны разрушаться
![]()
![]()
![]() при сборке соединения.
при сборке соединения.
Исходя из этих условий производится расчет и d2
![]()
![]() выбор
посадки. Схема неподвижного соединения показана
на рисунке1.
выбор
посадки. Схема неподвижного соединения показана
на рисунке1.
Рис.1. Посадка с натягом.
1.Удельное давление на сопрягаемых поверхностях неподвижного соединения определяется в зависимости от вида нагрузки:
При действии крутящего момента Мкр, [Нм]:
P=2Mкр/3.14d2 lf=2*10000/3.14*(0.14)2*0,2*0,14=11,6*106 (Н/м2), где f=0,14 –коэффициент трения для стали 30.
2.Наименьший натяг в соединении вычисляется на основании зависимостей, известных из решения задачи Ляме для толстостенных цилиндров.
Nmin=pd(c1/E1+c2/E2)=11,6*106*0,14[(0,7+2,33)/2,1*1011]=23,44*10-6(м).
Где Е1 и Е2- модули упругости материала вала и отверстия:
Для стали Е=2,1*1011 [Hм];
с1 и с2 –коэффициенты, определяемые по формулам:
с1=[1+(d1/d)2]/[1-(d1/d)2]- m1=[1+(0/140)2]/[1-(0/140)2]-0,3=0,7
c2=[1+(d/d2)2]/[1-(d/d2)2]+ m2=[1+(140/240)2]/[1-(140/240)2]+0,3=2,33
где m1 и m2-коэффициенты Пуассона для материала вала и отверстия:
для стали m=0,3 .
3.Расчетный натяг, по которому выбирается посадка, определяется по формуле:
Nрасч=Nmin+1,2(Rz1+Rz2)=23,44+1,2(3,2+6,3)=34,84(мкм).
Величины Rz1= 3,2 мкм; Rz2 =6,3 мкм,- шероховатость поверхности вала и отверстия, табл.3.1.[4].
7
4.Выбор стандартной посадки производится из условия относительной неподвижности соединяемых деталей .(Nрасч.<Nmin).
Таблица №7.
|
Посадки |
Отклонения,мкм |
Пред.разм.,мм |
Допуск,мкм |
Табл. натяг,мкм |
Расчетн.и MiN натяг, |
Допуск |
||||||||
|
в соедин. |
D |
d |
D |
d |
D |
d |
мкм |
посадки, |
||||||
|
ES |
es |
Dmax |
dmax |
Nmin |
TN, |
|||||||||
|
D=140 |
EI |
ei |
Dmin |
dmin |
TD |
Td |
Nmax |
Nmin |
Nc |
Nрасч |
мкм |
мм |
||
|
H6/r5 |
25 |
81 |
140,025 |
140,081 |
23.44 |
|||||||||
|
0 |
63 |
140 |
140,063 |
25 |
18 |
81 |
38 |
59.5 |
34.84 |
43 |
0,043 |
|||
5.Предварительно выбранная посадка по табл.1.49,с.154[2].ч.1, затем проверяется рассчетом на прочность деталей при наибольшем натяге.
6.Удельное давление, возникающее при наибольшем натяге выбранной посадки, рассчитывается по формуле:
Pmax=Nmax.гост-1,2(Rz1+Rz2)/d(c1/E1+c2/E2)=[81-1,2(3,2+6,3)]10-6/
/0,14[(0,7+2,33)/2,1*1011]=34,5*106 (Н/м).
Возникающие при этом напряжения в охватывающей (отверстие) детали и охватываемой (вал) детали, будут соответственно равны:
б1={[1+(d/d2)2]/[1-(d/d2)2]}*Pmax=2,03*34,5*106=70*106 (Н/м2).
б2=2Pmax/[1-(d1/d)2]=2*34,5*106/[1-(0/0,14)]=69*106 (Н/м2).
7.Если б1 и б2 меньше предела текучести материала деталей соединения, т.е. б1<бт и б2<бт, то посадка выбрана правильно.
бт=30*107 (Н/м2),табл.3.2.[4].
б1=7*107 (Н/м2).< бт=30*107 (Н/м2),
б2=6,9*107(Н/м2) .< бт=30*107 (Н/м2).
Так как заданные условия выполняются, то посадка выбрана правильно.
8
ЗАДАНИЕ 4. РАСЧЕТ ИСПОЛНИТЕЛЬНЫХ РАЗМЕРОВ ГЛАДКИХ ПРЕДЕЛЬНЫХ КАЛИБРОВ
Исходные данные: сопряжение: H10/d10.
1. Предельные отклонения для заданной посадки:
ES=100 es=-80
H10 d10
EI=0 ei=-180
2. Предельные размеры деталей соединения:
Dmax=40,10мм; dmax=39,92мм;
Dmin=40,00мм; dmin=39,82мм;
3. Допуски и размеры калибров:
40Н10: Z=11; Z1=11; Y=0;Y1=0;H=4; H1=7; Hр=2,5.
40d10: Z=11; Z1=11; Y=0;Y1=0;H=4; H1=7; Hр=2,5.
4. Предельные отклонения калибров:
отклонения проходных рабочих (ПР) калибров-пробок:
ПР: ЕI+Z+H/2=0+11+4/2=13(мкм).
EI+Z-H/2=0+11-4/2=9(мкм).
отклонения непроходных рабочих (НЕ) калибров-пробок:
HE: ES+H/2=100+4/2=102(мкм).
ES-H/2=100-4/2=98(мкм).
отклонения проходных рабочих (ПР) калибров-скоб:
ПР: es-Z1+H1/2=-80-11+7/2=-87,5(мкм).
es-Z1-H1/2=-80-11-7/2=-94,5(мкм).
отклонения непроходных рабочих (НЕ) калибров-скоб:
HE: ei+H1/2=-180+7/2=-176,5(мкм).
ei-H1/2=-180-7/2=-183,5(мкм).
отклонения контрольных калибров(К-ПР,К-И,К-НЕ):
К-ПР: es-Z1+Hр/2=-80-11+2,5/2=-89,75(мкм).
es-Z1-Hр/2=-80-11-2,5/2=-92,25(мкм).
K-И: es+Y1+Hр/2=-80+0+2,5/2=-78,75(мкм).
es+Y1-Hр/2=-80+0-2,5/2=-81,25(мкм).
K-HE: ei+Hр/2=-180+2,5/2=-178,75(мкм).
ei-Hр/2=-180-2,5/2=-181,25(мкм).
11
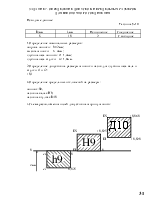
5. Предельные и исполнительные размеры калибров рабочих и контрольных:
Наибольший размер ПР калибра-пробки:
ПРmax=Dmin+Z=40+0,011=40,011(мм).
Исполнительные размеры: наибольший:Dmin+Z+H/2=40,013(мм).
Ø 40,013-0,004 наименьший:Dmin+Z-H/2=40,009(мм).
Наибольший размер непроходного калибра-пробки:
НЕmax=Dmax=40,1(мм).
Исполнительные размеры: наибольший:Dmax+H/2=40,102(мм).
Ø 40,102-0,004 наименьший:Dmax-H/2=40,098(мм).
Размер ПР изношенной стороны калибра-пробки:
ПРи= Dmin-Y=40-0=40(мм).
Наименьший размерПР калибров-скоб:
ПРmin=dmax-Z1=39,92-0,011=39,909(мм).
Исполнительные размеры: наименьший:dmax-Z1-H1/2=39,9055
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.