1. ХАРАКТЕРИСТИКА ОСИ КОЛЁСНОЙ ПАРЫ ДЛЯ РОЛИКОВЫХ ПОДШИПНИКОВ
Вагонная ось-это элемент колёсной пары, на котором укрепляются колёса. Она представляет собой стальной брус круглого, переменного по длине сечения в зависимости от назначения отдельных частей и усилий, возникающих в них.
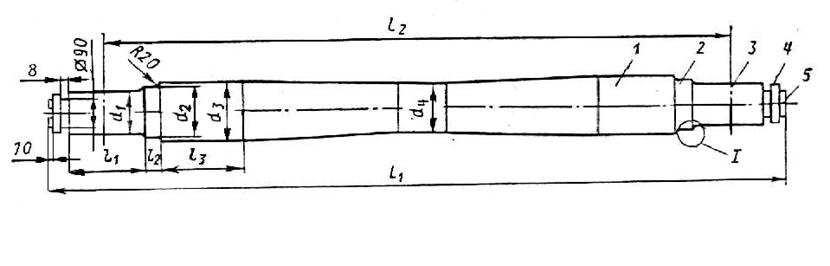 |
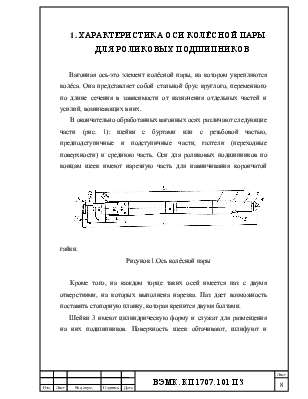
Рисунок 1.Ось колёсной пары
Кроме того, на каждом торце таких осей имеется паз с двумя отверстиями, на которых выполнена нарезка. Паз дает возможность поставить стопорную планку, которая крепится двумя болтами.
Шейки 3 имеют цилиндрическую форму и служат для размещения на них подшипников. Поверхность шеек обтачивают, шлифуют и накатывают роликами. На подступичные части 1 оси напрессовывают колёса. Эти части имеют наибольший диаметр. Шероховатость их поверхности после токарной обработки должна быть не ниже 5-го класса и после накатки-7-го класса. Для избежания концентрации напряжений все переходные поверхности оси выполнены в виде поверхностей, образующие которых являются кривыми определённого радиуса. Эти переходные поверхности называются галтелями. Переход от предподступичной части оси к подступичной осуществляется галтелью радиусом 20 мм.
Средняя часть оси, имеющая конический переход к подступичным частям, обрабатывается на токарном станке. Обработанная поверхность должна соответствовать пятому классу шероховатости. Обточка средней части оси устраняет концентраторы напряжений, оставшиеся после ковки оси в виде неровностей, плен, закатов и других пороков, в результате чего повышается долговечность оси. Упрочнение осей накатыванием существенно повышает предел выносливости оси. Оси колёсных пар, оборудованные дисковым тормозом или приводом генератора, имеют посадочные места под ступицу тормозного диска или редукторного зубчатого диска.
Для установки оси или колёсной пары на центры токарных станков в середине торцов оси имеются отверстия 6, называемые центрами.
Оси вагонных колёсных пар отличаются длиной и диаметром шеек, расстоянием между их серединами, общей длиной оси, диаметром подступичных и предподступичных частей, а также типом подшипника. В зависимости от назначения, типа, грузоподъёмности и осности вагонов под них ставят различные оси.
Многообразие нагрузок, действующих на колёсную пару при её вращении, создаёт нестационарный режим загружения оси и вызывает в ней знакопеременные напряжения с различными амплитудами. Поэтому к материалу и способу обработки осей предъявляются высокие требования. В связи с повышенными скоростями движения пассажирских вагонов для обеспечения безопасного движения нагрузки на ось в них уменьшены по сравнению с грузовыми вагонами. Материалом для вагонных осей служит выплавленная в мартеновских или электрических печах углеродистая сталь марки ОсВ следующего химического состава (ГОСТ 4728-72): углерода 0,38-0,47%; марганца 0,50-0,80%; кремния 0,15-0,35% (не более); фосфора 0,040%; серы 0,050%; хрома 0,30%; никеля 0,30%; меди 0,25%.
Оси изготовляют из заготовки ковкой на молотах или прессах.
Процесс изготовления оси состоит в следующем: заготовку сечением 210×210 мм, нагретую в методической печи до температуры 1100- 1170 ºC, подают под пресс или молот и куют с начало одну половину оси, а затем другую в определённой последовательности. Ковку заканчивают при температуре 800-860 ºС.
В процессе ковки придаётся определённая форма оси и улучшается структура металла. Ось после ковки охлаждают на воздухе до температуры 450 ºC, а затем загружают в печь и медленно нагревают до температуры 850-870 ºC с последующей выдержкой в течение 1,5 ч, затем быстро охлаждают в камере до температуры 550-600 ºC. Далее ось перемещают в камеру медленного охлаждения, где она остывает до температуры 70-80 ºC. В результате термической обработки, которая ведётся в специальной печи при автоматической регистрации заданных режимов, значительно улучшаются механические свойства металла.
Каждую поковку осматривают, обмеряют и проверяют дефектоскопом. На осях не должно быть расслоений, следов усадочных раковин, трещин, песочин и волосовины. Глубина наружных пороков на поверхности чёрных осей, подлежащих обработке, не должна превышать 75% припуска на обработку оси. Для определения глубины залегания видимых дефектов завод-поставщик должен делать пробные местные вырубки.
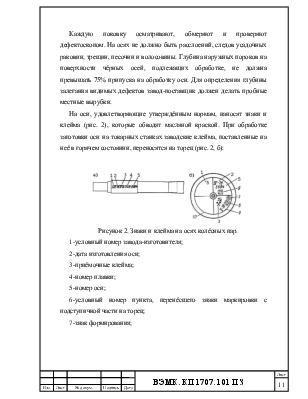
На оси, удовлетворяющие утверждённым нормам, наносят знаки и клейма (рис. 2), которые обводят масляной краской. При обработке заготовки оси на токарных станках заводские клейма, поставленные на неё в горячем состоянии, переносятся на торец (рис. 2, б):
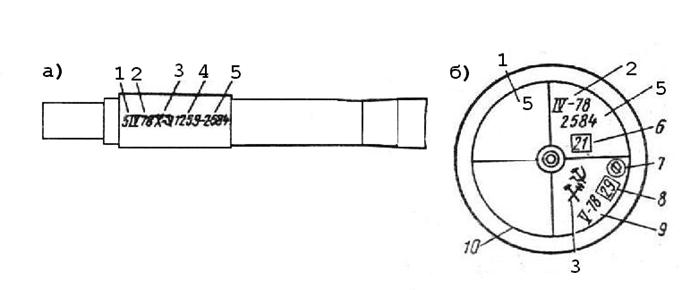 |
1-условный номер завода-изготовителя;
2-дата изготовления оси;
3-приёмочные клейма;
4-номер плавки;
5-номер оси;
6-условный номер пункта, перенёсшего знаки маркировки с подступичной части на торец;
7-знак формирования;
8-условный номер завода или вагоноколёсной мастерской (ВКМ), производивших формирование;
9-дата формирования;
10-контрольная окружность;
11-клеймо инспектора отдела технического контроля (ОТК) или колёсного мастера.
Вагонные оси изготовляют также методом поперечно-винтовой прокатки заготовок на трёхвалковом стане. Форма и размеры осей после прокатки приближаются к её чистовым размерам с минимальным припуском для механической обработки.
Для уменьшения массы колёсной пары без снижения прочности изготавливают пустотелые оси. При работе оси наибольшее напряжения при изгибе и кручении возникают в наружных волокнах оси и наименьшие внутри её. Поэтому у пустотелых осей величины моментов сопротивления при изгибе, кручении такие же, как и у сплошных, но масса у них меньше, а это позволяет экономить металл.
Пустотелые оси могут быть изготовлены прокаткой на специальных станках и методом центробежной отливки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.