Алтайский Государственный Технический
Университет им. И.И. Ползунова
Кафедра САПР
по производственной практике
Тема: “ Автоматизация процесса изготовления типового изделия АЗПИ”.
,
Консультанты от предприятия:
,
Работа защищена с оценкой .
«»2001г
1. Анализ проблемосодержащей системы .
2. Анализ предмета автоматизации.
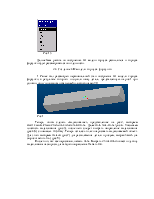
2.1 Общие сведения о пакете Pro/Engineer
2.2 Создание 3D модели
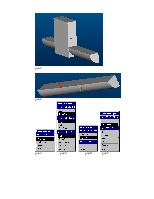
2.3 Создание 3D модели корпуса форсунки
2.4 Создание 3D модели корпуса распылителя
2.5 Топология сети АЗПИ
2.6 Инженерные расчеты
Заключение
Введение
Форсунки служат для распыливания топлива и равномерного распределения его в камере сгорания дизеля. Вместе с топливным насосом форсунка должна обеспечивать требуемую характеристику (интенсивность) впрыска топлива при хорошем качестве его распыливания.
Топливо распыливается распылителем. Он состоит из корпуса и иглы. Игла плотно прижимается к корпусу пружиной и закрывает сопловое отверстие. Действует распылитель следующим образом. Из насоса топливо по топливопроводам поступает в кольцевой канал, наклонный канал и камеру. По мере движения плунжера топливо сжимается, и давление в камере повышается. Наступает момент, когда усилие, создаваемое топливом, преодолевает силу нажатия пружины, игла распылителя приподнимается, и топливо с большой скоростью выходит из распылителя через сопловое отверстие. Когда отсечная кромка плунжера топливного насоса встретится с перепускным окном во втулке плунжера, давление в системе снизится, игла распылителя под действием пружины закроет сопловое отверстие и впрыск прекратится.
На тракторных дизелях применяют однодырчатые (с одним сопловым отверстием для выхода топлива) и многодырчатые (с несколькими отверстиями) распылители.
Размер отверстий в зависимости от смесеобразования и других конструктивных особенностей двигателя колеблется в пределах 0,1-0,35мм.
Многодырчатые распылители применяют на двигателях непосредственного впрыска.
Недостаток многодырчатых распылителей заключается в том, что сопловые отверстия быстро закоксовываются. При этом сначала изменяются форма и направление струи, а затем отверстия полностью закоксовываются и прекращается подача топлива. В связи с этим предъявляются повышенные требования к топливу, на котором работают дизели с многодырчатыми распылителями.
Однодырчатые распылители делятся на штифтовые и бесштифтовые.
У штифтовых распылителей игла заканчивается штифтом, который обычно выходит из соплового отверстия наружу.
На тракторных дизелях применяют штифтовые распылители двух типов: с коническим и цилиндрическим штифтами. Штифт способствует лучшему распыливанию топлива и придает струе, выходящей из сопла, требуемые форму и размер.
Конический штифт иглы распылителя представляет собой два усеченных конуса.
Штифтовые распылители характеризуются величиной угла при вершине конуса штифта.
Штифтовые распылители широко применяют в вихрекамерных дизелях. Мелкое распыливание топлива при помощи штифта и интенсивные вихревые движения в камере сгорания обеспечивают высокое качество смесеобразования при сравнительно не высоких давлениях впрыска топлива.
Бесштифтовые распылители имеют плоский конец иглы. Их применяют в предкамерных и вихревых дизелях. Недостаток этих распылителей заключается в том, что в процессе эксплуатации нарушается герметичность у сопла и ухудшается качество распыливания топлива.
Форсунки в зависимости от типа применяемых распылителей называют штифтовыми или бесштифтовыми.
К конструкторским документам (именуемым в дальнейшем словом «документы») относят графические и текстовые документы, которые в отдельности или совокупности определяют состав и устройство изделия и содержат необходимые данные для его разработки или изготовления, контроля, приемки, эксплуатации и ремонта. Виды и комплектность конструкторских документов на изделия всех отраслей промышленности установлены ГОСТ 2.102-68* (СТ СЭВ 4768-84).
Технологическая документация, использующаяся на АЗПИ, представляет собой карты технологического процесса. На форсунку имеется техпроцесс механической обработки. Он приведен в Приложении.
Техпроцесс механической обработки содержит следующие операции (в скобках указаны названия станков, на которых производятся операции):
1. Агрегатно-сверлильная (1XA-170).
2. Сверлильная (HC-12, специальный сверлильный 7939-4001).
3. Токарно-гидрокопировальная (127C1, EM-473).
4. Фрезерная (6H83, 6M13П, ВФ-125).
5. Токарно-автоматная (1Б240ПБ).
6. Промывка (П-183).
7. Контрольная.
8. Токарная (1А616).
9. Шлифовальная (3М151В).
10. Резьбонакатная (UPWS25/16).
11. Слесарная (СБ-2702).
12. Гидроабразивная (ДВЖ-271.00.00.000).
13. Плоскошлифовальная (3Б756).
Изготовления распылителя –это многофазный процесс.
При создании технологии данной программой производятся следующие операции:
1.Автоматная токарная (токарный АА-127)
2. Промывка (ванна БМ 3053)
3.Транспортирование
4.Шлифовальная (бесцентрово-шлифовальный БШ632)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.