Таблица 3.21– Обработка циркония инструментом РТ50Р1при Р/S=3 кг/см2
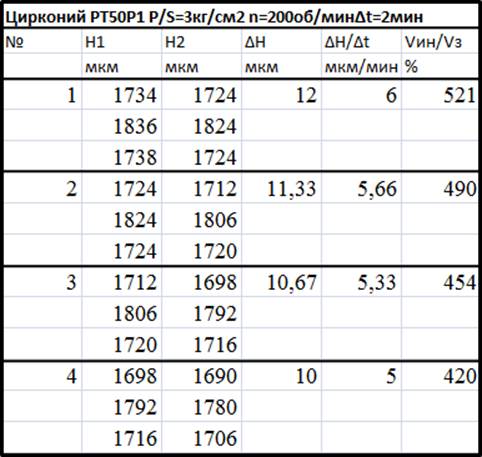
 Рисунок 3.33 - Зависимость скорости съема циркония от времени обработки
инструментом РТ50Р1
Рисунок 3.33 - Зависимость скорости съема циркония от времени обработки
инструментом РТ50Р1
Таблица 3.22– Обработка циркония инструментом РТ20Р1при Р/S=3 кг/см2
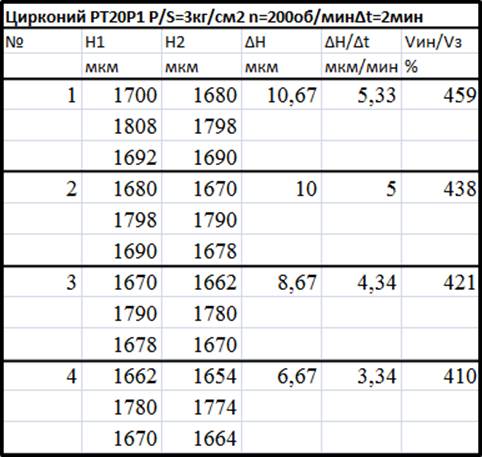
Рисунок 3.34 - Зависимость скорости съема циркония от времени обработки инструментом РТ20Р1 (см. также Приложение М)
Таблица 3.23– Обработка циркония инструментом РТ10Р1при Р/S=3 кг/см2
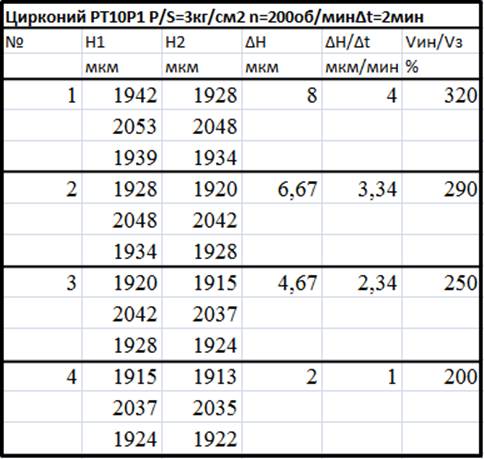
Рисунок 3.35 -Скорость съема циркония во время обработки инструментом РТ10Р1
Дальнейшая обработка инструментом РТ5Р1, а также полировальным прессованым инструментом РРТ5 при давлениях P/S=0,83 кг/см2; P/S=0,55 кг/см2; P/S=0,27кг/см2;P/S=0,27кг/см2 и без давления не улучшила качество поверхности. На поверхности в процессе обработки все время возникали царапины. Полировальные таблетки на основе церия привели к появлению сильных царапин, так как усилился процесс засаливания, по сравнению с пористым инструментом.

Рисунок 3.36- Полировальный инструмента 21-5 на основе CeO2 с алмазом
Обработка инструментом РТ на всех стадиях привела к следующему результату:
Таблица 3.24 – Обработка инструментом серии РТ
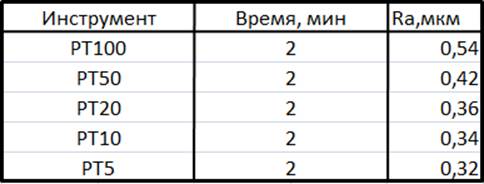
Переход к непористому инструменту привел к повышению параметра Ra, мкм на всех стадиях обработки, царапины при этом не исчезли.
Рисунок 3.37- Работа инструмента различной зернистости на цирконии
3.5 Результаты исследований обработки стекла БК-7
Рисунок 3.38- Сравнительная характеристика работы инструмента РТ100Р1; РТ100FOXCONN; Связка PT100P1+Алмаз FOXCONN
![]()
![]() Таблица
3.25-3.26 Обработка БК-7 алмазным инструментом РТ100Р1 и РТ100
Таблица
3.25-3.26 Обработка БК-7 алмазным инструментом РТ100Р1 и РТ100
Таблица 3.27 - Обработка БК-7 алмазным инструментом Связка PT100P1+Алмаз FOXCONN
![]() Из
представленных в таблицах и на рисунке данных можно заключить, что на стекле
инструмент работает лучше, чем на металлах. Так, скорость съема стекла
составляет в среднем 30 мкм в минуту при удельном давлении P/S=0,55
кг/см2, в то время как на самом мягком из исследуемых в данной
работе металлов, скорость съема таким же инструментом составляла 23 мкм в
минуту при удельном давлении P/S=5
кг/см2. Кроме того, инструмент, работающий на стекле, практически не
засаливается, благодаря использованию специально разработанной
смазочно-охлаждающей жидкости. На рисунке 3.38 хорошо видно, как скорость съема
сохраняется на первоначальном уровне в процессе обработки. Из анализа данных
исследований, выяснилось, что инструмент серии РТ100Р1 обладает наиболее
оптимальной производительностью и относительным износом, а также приводит к наилучшему
значению показателей шероховатости. Ra=0,739мкм;
Vин/Vз=15%.
Высокая производительность данного инструмента обусловлена его пористой
структурой, дополнительно увеличивающей удельное давление. Такая структура
позволяет повысить производительность, используя меньшее количество алмазного
порошка в инструменте, что еще больше улучшает его технико-экономические
показатели.
Из
представленных в таблицах и на рисунке данных можно заключить, что на стекле
инструмент работает лучше, чем на металлах. Так, скорость съема стекла
составляет в среднем 30 мкм в минуту при удельном давлении P/S=0,55
кг/см2, в то время как на самом мягком из исследуемых в данной
работе металлов, скорость съема таким же инструментом составляла 23 мкм в
минуту при удельном давлении P/S=5
кг/см2. Кроме того, инструмент, работающий на стекле, практически не
засаливается, благодаря использованию специально разработанной
смазочно-охлаждающей жидкости. На рисунке 3.38 хорошо видно, как скорость съема
сохраняется на первоначальном уровне в процессе обработки. Из анализа данных
исследований, выяснилось, что инструмент серии РТ100Р1 обладает наиболее
оптимальной производительностью и относительным износом, а также приводит к наилучшему
значению показателей шероховатости. Ra=0,739мкм;
Vин/Vз=15%.
Высокая производительность данного инструмента обусловлена его пористой
структурой, дополнительно увеличивающей удельное давление. Такая структура
позволяет повысить производительность, используя меньшее количество алмазного
порошка в инструменте, что еще больше улучшает его технико-экономические
показатели.
![]()
![]()
![]() Рисунок
3.39- Микрофотография РТ100Р1 и РТ100FOXCONN
Рисунок
3.39- Микрофотография РТ100Р1 и РТ100FOXCONN
![]()
![]() Рисунок
3.40- Сравнение зернистости русского и китайского алмаза для инструмента РТ50Р1
и РТ50FOXCONN
Рисунок
3.40- Сравнение зернистости русского и китайского алмаза для инструмента РТ50Р1
и РТ50FOXCONN
![]()
Рисунок 3.41- Сравнение зернистости русского и китайского алмаза для инструмента РТ100Р1 и РТ100FOXCONN
Из анализа микрофотографий, можно заключить, что у китайского алмаза большой разброс размеров алмазного зерна в одной группе. Так для инструмента РТ100Р1 он составляет 90/63, в то время как для алмаза китайского-140/70. При этом инструмент РТ100Р1 более производителен, и приводит к лучшим показателям Ra, мкм.
3.6 Общий анализ результатов исследований
По сравнению с работой инструмента на металлах, его работа на стекле является экономически более выгодной, так как относительный износ инструмента снижается в десятки раз. Таким образом, основное отличие работы алмазного инструмента на органической связке на металлах от его работы на стекле, заключается в повышении его износа, снижении стабильности из-за усиления процесса засаливания, меньшей производительности при более высоких удельных давлениях, сложности получения поверхности высокого класса оптической чистоты из-за наличия царапин на заключительных стадиях обработки. Приведем фотографии инструмента, которым осуществлялась обработка стекла.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.