Исследование процесса лазерного параллельного термораскалывания с помощью двух или нескольких пучков лазерного излучения требуется для:
- изучения зависимости профиля параллельной трещины от распределения мощности в пучке излучения лазера;
- использования вместо одного мощного лазера двух (и более) менее мощных лазеров для обеспечения требуемого значения мощности пучка излучения на поверхности материала;
- исследования вопроса развития параллельной трещины вблизи края материала.
Условия распространения параллельной трещины в случае, когда она образуется одиночной, в глубине материала и в случае, когда материал ослаблен трещиной предыдущего прохода, различны из-за отличий в распределении деформаций материала, вызванных термическими напряжениями. Были проведены эксперименты с целью выяснения, каким образом следует модифицировать режимы различных проходов пучка лазерного излучения для получения одинаковой глубины параллельной трещины по всей площади материала. Рассматривалось несколько схем, когда:
1) проходы пучка лазерного излучения располагаются один за другим по ширине;
2) траектории линий второго прохода располагаются между линиями первого прохода.
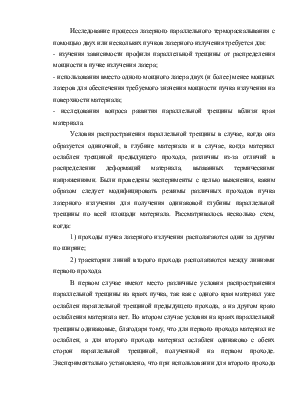
В первом случае имеют место различные условия распространения параллельной трещины на краях пучка, так как с одного края материал уже ослаблен параллельной трещиной предыдущего прохода, а на другом краю ослабления материала нет. Во втором случае условия на краях параллельной трещины одинаковые, благодаря тому, что для первого прохода материал не ослаблен, а для второго прохода материал ослаблен одинаково с обеих сторон параллельной трещиной, полученной на первом проходе. Экспериментально установлено, что при использовании для второго прохода скорости перемещения луча, в 1,2 – 1,25 раза меньше, чем для первого прохода, и расстоянии между проходами 0,15-0,25 ширины пучка, разность глубин параллельной трещины составляет в худшем случае 0,06 мм. Профиль параллельной трещины для этого случая приведен на рис.3.5.1. Разброс отсчетов составляет от 0,62 мм до 0,68 мм, т.е. 0,06 мм. Эксперименты показали, что при большем расстоянии между проходами, составляющими 1,2-1,25 ширины пучка из-за того, что края профилей параллельной трещины имеют большую глубину, нежели центр, между параллельными трещинами различных проходов остается впадина в 50-100 мкм.
Рисунок 3.5.1 – Глубина параллельной трещины при проведении лазерного параллельного термораскалывания неперекрывающимися пучками излучения в три прохода.
1, 2, 3 – порядковые номера проходов пучка лазерного излучения по поверхности материала.
Рассмотрим несколько случаев совмещения пучков, расположенных на разном расстоянии. Будем использовать изменение расстояний между пучками и изменение скорости раздельных проходов. Для оценки размеров пучка удобно использовать его ширину по уровню 0,5 мощности.
Рисунок 3.5.2 – Распределение мощности.
Распределение снято с использованием отпечатка на органическом стекле. Пучок, изображенный на рисунке 3.5.2, имеет по уровню 50% размер 6 мм. Рассмотрим, что получается при проходе двумя пучками излучения поочередно (рис. 3.5.3).
Рисунок 3.5.3 - Профиль двух параллельных трещин с перекрытием по границе.
Розовым цветом обозначено расположение эллиптических пучков. Первым проводился правый на рисунке рез. Скорость резки 40 мм/с. Видно, что первая трещина развивалась симметрично, а вторая – нет, т.к. условия распространения существенно различаются. Неплоскостность 100-130 мкм. Чтобы получить одинаковые условия, использован прием: резы проводятся «через один». Тогда каждый первый рез находится на «чистом» месте, а каждый второй – между ними, и условия становятся одинаковыми. Подбор надлежащих условий превращается в подбор соотношения скоростей, мощностей первого и второго проходов. На следующем рисунке (рис. 3.5.4) приведен профиль, сделанный с использованием данного приема.
Рисунок 3.5.4 – Параллельные трещины при расстоянии в 5 мм.
Первыми проводились первый и третий на рис. резы. Перекрытие пучков по уровню 50%. Скорость первых резов 40 мм/с, вторых 33 мм/с. Достигнута разнотолщинность не хуже 100 мкм. Дальнейшее рассмотрение вопроса включало в себя фиксацию расстояния и изменение скорости резки. На следующем рисунке (рис. 3.5.5) показано, как на одном графике профиля совмещены проходы с разными скоростями.
Рисунок 3.5.5 – Подбор скорости второго реза (23-32 мм/с).
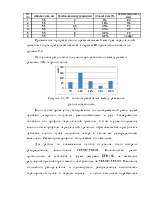
По горизонтальной оси отмечены скорости соответствующих проходов. Первый проход делался с постоянной скоростью 27 мм/с. Второй со скоростями 23-32 мм/с. Видно, что необходимо уменьшать скорость ниже 23 мм/с. На следующем рисунке 3.5.6 показаны результаты подбора.
Рисунок 3.5.6 – Подбор скорости второго реза (27 – 17 мм/с).
Из графика видно, что наименьшая разность
глубин параллельной трещины на первом и втором проходе соответствует скорости
второго реза 21-23 мм/с. Скорость второго реза составляет 78-85% скорости
первого. Этот результат важен для практического использования технологии.
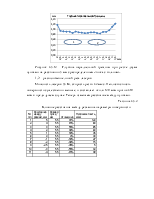
Используя полученные зависимости, был сделан рез и снят его профиль с большей
разрешающей способностью (рис. 3.5.7). 
Рисунок 3.5.7 Профиль поверхности со скоростями первого прохода – 27 мм/с, второго прохода 23 мм/с.
Измерения выполнены индикатором МИГ-2, точность 2 мкм. Расстояние между отдельными отсчетами 10 мкм. Сразу же выяснилось наличие между параллельными трещинами участков, где их края смыкаются, высотой 50-100 мкм. Разнотолщинность же основных участков оставалась в пределах 40-50 мкм. Подбор режимов резки дал следующие результаты: удалось уменьшить разность толщин до 50 мкм на всем протяжении пластины, что показано на рис. 3.5.8.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.