Тема 3
РОЗРОБКА ТЕХНОЛОГІЧНИХ ОПЕРАЦІЙ ОБРОБКИ ДЕТАЛЕЙ НА ВЕРСТАТАХ З ЧИСЛОВИМ ПРОГРАМНИМ КЕРУВАННЯМ
План
Тема 3.1 Токарні операції з ЧПК;
Тема 3.2 Свердлильні операції з ЧПК;
Тема 3.3 Фрезерні операції з ЧПК;
Тема 3.4 Особливості процесів обробки на багатоцільових верстата з ЧПК.
В цій темі розглянуті питання розробки технологічних операцій обробки деталей на верстатах токарної, свердлильної, фрезерної групи та багатоцільових верстатах з ЧПК.
Тема 3.1
ТОКАРНІ ОПЕРАЦІЇ З ЧИСЛОВИМ ПРОГРАМНИМ
КЕРУВАННЯМ
План
1. Заготовки деталей;
2. Система координат токарного верстата з ЧПК;
3. Пристрої для кріплення заготовок;
4. Особливості конструкції різців для токарних верстатів з ЧПК;
5. Технологічні особливості токарної обробки на верстатах з ЧПК;
6. Типові схеми траєкторії руху інструменту;
7. Особливості вибору режимів різання; 8. Особливості нормування;
9. Особливості свердлення на токарному верстаті з ЧПК;
10.Особливості нарізання різьби;
11. Шляхи підвищення продуктивності праці та стійкості інструментів при роботі на токарних верстатах з ЧПК.
1 Заготовки
Заготовками для деталей середніх розмірів, які оброблюються на токарних верстатах з ЧПК в умовах виробництва з малою та середньою серійністю, є розрізний прокат, поковки та відливки. При діаметрі заготовок від 50 мм та вище використовуються штучні заготовки на одну деталь. Для деталей максимальний діаметр яких менш 50 мм, можливо використання однієї заготовки на декілька деталей.
Заготовки для деталей, які обробляються у центрах, повинні бути зацентровані з 2 сторін, а один із торців підрізаний. Допустимі відхилення по довжині не повинні перевищувати 0,6 мм.
При використанні заготовок-поковок необхідно попередньо обточити поверхню, яка використовується для закріплення на верстаті з ЧПК. Термообробка заготовок (поліпшення), якщо вона потрібна, повинна проводитися перед обробкою на токарному верстаті з ЧПК.
2 Системи координат для токарного верстата з ЧПК
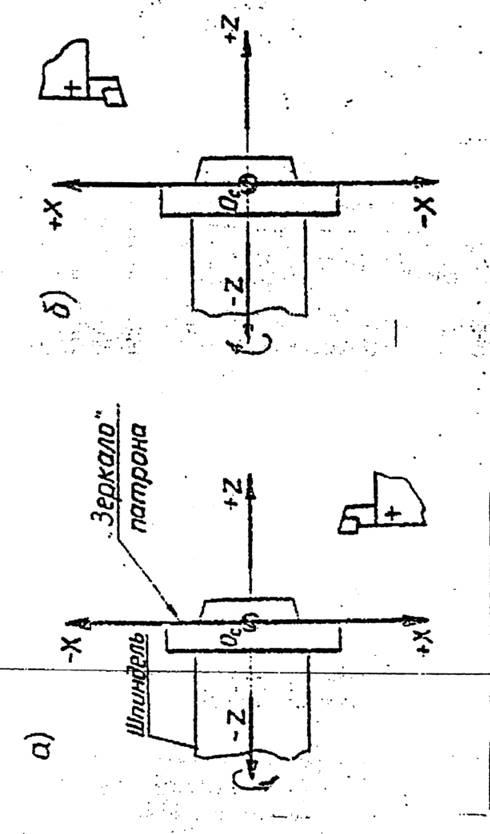
Координатні вісі для токарного верстата позначаються X та Z. Вісь Z співпадає з напрямком повздовжньої подачі, вісь X - з напрямком поперечної. 3нак ”- ” рух інструмента до деталі, знак " + " – від деталі [рис.1].
Для токарних верстатів з ЧПК розрізняють три системи координат.
2.1 Система координат верстата
Початок координат системи ("нуль верстата" – 0В) знаходиться у центрі торця переріза шпинделя перед посадочним конусом, який центрує планшайбу патрона [рис.1]. Напрям осей координат залежить від розташування інструмента: спереду вісі обертання шпинделя (наприклад, у верстата 16К20ФЗС5) або ззаду вісі обертання (наприклад, у верстата 713ФЗ).
Рух по вісі X реалізується переміщенням поперечних полозок супорта по направляючим каретки, а по вісі Z — переміщенням каретки по направляючим станини.
|
|
|
Рисунок 1 - Осі координат токарного верстата з ЧПК а) при передньому чи нижньому розташуванні інструментальної головки б) при задньому чи верхньому розташуванні інструментальної головки |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.