2. Вибирають центр обертання заготівки так, щоб кут тиску θ був мінімальним . На рисунку 10а і бпоказані два варіанти вибору центру обертання О. Для випадку, представленого на рисунку 10а, кут тиску, утворюваний між радіальним променем і нормаллю до профілю, в даній точці досягає значення θ. При переміщенні центру обертання вправо (рисунок 10б) кут тиску знижується до значення θ1.
Рисунок 10 – Вибір осі обертання при побудові копіра
Для симетричних профілів найвигідніше положення центру обертання О співпадає з центром тяжкості контура. Для профілів, що мають вісь симетрії, вісь обертання лежить на цій осі. Для складніших профілів центр обертання знаходиться по умові мінімального значення кута тиску.
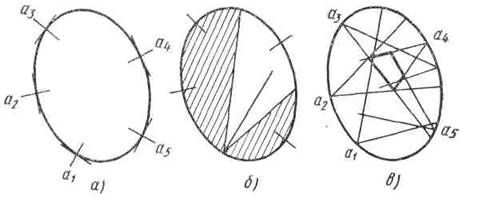
Даний спосіб знаходження центру обертання заготівки пов'язаний з рядом пробних геометричних побудов. Для складних профілів може бути застосований інший (графічний) метод, суть якого показана на рисунку 11. Спочатку з окремих точок а1, а2, а3 . . . до замкнутого профілю (чим частіше, тим точніше) проводять нормалі (рисунок 11а). Потім в обидві сторони від кожної нормалі під кутом θ проводять похилі лінії (на рисунку 11б це показано тільки для нормалі, проведеної з точки а1). Області від цих ліній штрихують. Після проведення похилих ліній по всіх нормалях в середині контура залишається незаштрихована ділянка у вигляді багатокутника (рисунок 11в).
|
|
Рисунок 11 - Графічний спосіб знаходження положення осі
Зменшуючи кут θ , можна багатокутник звести в точку. Це і буде центр обертання заготівки.
3. З вибраного центру обертання проводять радіальне проміння (рисунок 12а), на яких будують кола дотичні профілю деталі. Радіус кіл рівний радіусу фрези. Останній не повинен бути більше радіусу ввігнутої ділянки профілю (якщо він є на деталі).
4. Від центрів проведених кіл відкладають відрізки а, рівні відстані між осями ролика і фрези.
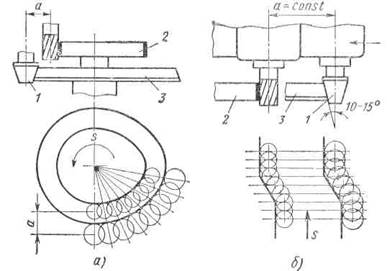
Рисунок 12 - Схема побудови копіра при обробці кругової (а) і поступальної (б) подач:
а — ролик; 2 — деталь; 3 — копір
5. З одержаних крапок на радіальному промінні проводять кола, відповідні колам ролика.
6. По положеннях кіл ролика проводять плавну огинаючу, яка і є шуканим профілем копіра.
Якщо побудову виробляли в збільшеному масштабі, то подальшим фотографуванням можна одержати профіль копіра у натуральну величину.
При обробці незамкнутих профілів прямолінійною подачею на копіювально-фрезерних верстатах (рисунок 12б) методика побудови копіра декілька спрощується. Замість радіального проміння перпендикулярно до напряму подачі проводять ряд паралельних ліній. Положення профілю деталі щодо паралельних ліній повинне бути таким, щоб кут тиску був мінімальним. Це досягається пробним поворотом профілю деталі щодо ліній. Виконуючи перераховані вище етапи, профіль одержують так само, як огинаючу кіл ролика.
Таким же чином можна побудувати профіль копіра при обробці тіл обертанняна токарному верстаті(у цьому випадку коректувати положенняутворюючої відносно пучка паралельних ліній, що проводяться перпендикулярно напряму подачі, не можна).
Для компенсації зміни діаметру фрези при її заточуванні ролик доцільно робити конічної форми (рисунок 12б), а на копіру виконати відповідний скіс. Кут між утворюючою і віссю ролика 10-15°. Після заточування фрези ролик переміщають уздовж осі, тому розмір деталі залишається постійним.
Копір і ролик виготовляють з високовуглецевої або цементованої сталі, обробленої до твердості HRCэ 57—62.
Контрольні запитання:
1 Призначення направляючих елементів пристосувань.
2 Кондукторні втулки різного типу.
3 ГОСТи на кондукторні втулки
4 Матеріал втулок і їх обробка.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.