|
Si |
Мп |
Си |
Ni |
S |
С |
Р |
С r |
Аs |
|
0.12-0.30 |
0,40 0.65 |
0.30 |
0.30 |
0.05 |
014-0.22 |
0.04 |
0.30 |
0.08 |
Фізико-механічні властивості матеріалу Ст З ГОСТ 380-94 представлені у таблиці 2.
Таблиця 2 - Фізико-механічні властивості матеріалу Ст З ГОСТ 380-94.
E
|
E,МПа |
GМПа |
,кг/м3 |
Ф6 ,МПа |
Фт ,МПа |
|
200000 |
74000 |
7850 |
420 |
230 |
Ст 3 зварюється без обмежень; методи зварювання РДС АДС під флюсом та газовим захистом, ЗШС, КТС Для товщини більш 36 мм рекомендується підігрів і термообробка. Цей матеріал використовують для виготовлення профільного прокату рам, каркасів, щитків, кожухів, а також для зварних та клепаних конструкцій. Даний матеріал можливо замінити Ст 2, Ст 5, Ст 6.
4.1 Послідовність виконання операцій
Маршрутна технологія виготовлення деталі "Фланець" представлено у вигляді таблиці 3.
Таблиця 3 - Маршрутна технологія виготовлення деталі "Фланець".
|
№ |
Найменування і зміст операції |
Обладнання |
|
001 |
Заготівельна. Рубати лист і = 12 мм у розміри 92х92мм |
Прес-ножиці |
|
005 |
Фрезерна. Фрезерувати габарити у розмір 88х88х10мм |
6М13П |
|
010 |
Слюсарна Розмітити чотири радіуса Р = 8 мм, чотири отвори 08 мм |
Верстак |
|
015 |
Фрезерна. Фрезерувати чотири радіуса Р = 8 мм послідовно. |
6М13П |
|
020 |
Токарна Свердлити отвір 025 мм, розсвердлити отвір у 040 мм |
1К620 |
|
025 |
Свердлильна. Свердлити чотири отвори 08 мм послідовно. |
2Н118 |
4.2 Пристрої та інструмент.
Пристрої та інструмент необхідні для виготовлення деталі "Фланець" представленні у таблиці 4. Таблиця 4 - Пристрої та інструмент.
|
№ |
Пристрої |
Інструмент |
|
|
Ріжучий |
Вимірювальний |
||
|
005 |
Лещата пневматичні |
Головка торцева Т5К10 0125мм |
ШЦІ-125-0,1 ГОСТ166-86 |
|
015 |
Лещата пневматичні |
Фреза кінцева Р6М50і6мм |
Шаблон Р8 мм |
|
020 |
4-х кулачковий патрон |
Свердло 025 мм Р6М5, свердло 04ОммР6М5 |
ШЦІ-125-0,1 ГОСТ 166-86 |
|
025 |
Прижемні планки, болти |
Свердло 08 мм Р6М5 |
ШЦІ-125-0,1 ГОСТ 166-86 |
4.3 Трудомісткість виготовлення деталей по операціям.
Трудомісткість виготовлення деталей по операціям представлена у таблиці 5. Таблиця 5 - Трудомісткість виготовлення деталей по операціям.
|
№ |
Назва операції |
Норма часу на операцію (год) |
|
005 |
Фрезерна |
0,26 |
|
010 |
Слюсарна |
0,25 |
|
015 |
Фрезерна |
0,69 |
|
020 |
Токарна |
0,18 |
|
025 |
Свердлильна |
0,31 |
|
030 |
Контрольна |
0,1 |
|
Разом по операціях |
1,79 |
|
5 ОРГАНІЗАЦІЯ ВИРОБНИЦТВА В ЦЕХУ
5.1 Порядок постачання заготовок у цех
Заготовки потрапляють з супідрядного заводу - постачальника, очищені друбеструйною обробкою дід пригарів, шлак/б і литтевої корки, з видаленою ливниковою системою, які пройшли ізотермічне відпалювання
Заготовки поставляються з сертифікатом якості, даними хімічного аналізу механічних властивостей
Поковки і відливки зберігаються на підлозі Передача заготовок з прольоту б прольот з одного верстата на інший виконується електричними візками або автокарами з підйомними платформами, а також підйомними кранами
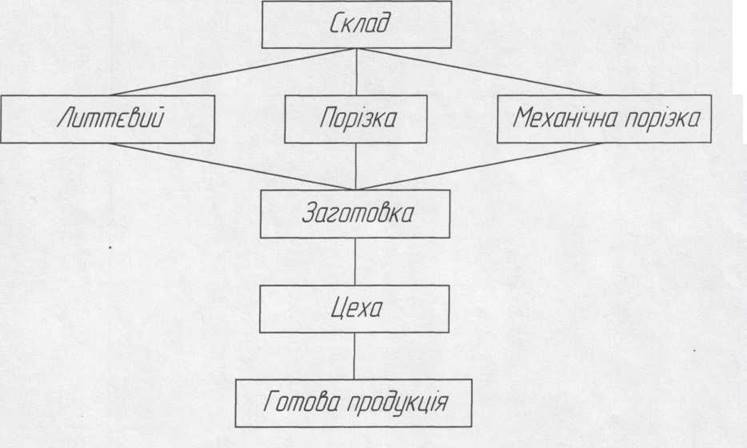
Схема заготівельної ділянки представлена на рисунку 2.
|
|
Рисунок 2 - Схема заготівельної ділянки
5.2 Порядок забезпечення дільниці різальним та вимірювальним інструментом.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.