Сравнительный анализ способов восстановления деталей автомобиля..................................................................................................
3.1 Теоретическая часть сравнительного анализа способов восстановления деталей автомобилей................................................................................................
3.1.1. Металлизация индукционная..............................................................................................
3.1.2. Наплавка под слоем флюса с термомеханической обработкой..................................................................................................
3.1.3. Вибродуговая наплавка порошковой проволоки...................................................................................................
3.1.4. Наплавка биметаллическим электродом.
3.1.5. Струйное хромирование.
3.1.6. Железнение с нанесением сплава.
3.1.7. Виброобкатывание.
3.2 Графическая часть сравнительного анализа способов восстановления деталей автомобилей.
4. Формирование маршрута технологии восстановления и обоснования выбора метода восстановления поверхности детали.
4.1 Обоснование выбора способа восстановления (устранения) дефектов детали.
5. Расчёт и обоснование стратегии восстановления ремонтной размерной цепи.
6. Расчёт режимов и нормирования операций технологии восстановления и оформления операционной технологии.
6.1 Расчёт режима газовой наплавки.
6.2 Расчет режима фрезерования……….
6.3 Расчет слесарных работ………….
6.3.1 Норма времени на обработку зубьев маховика…………………..
6.3.2 Норма времени на замену сухарей отжимного рычага
7. Определение экономической целесообразности восстановления деталей по разработанному маршруту.
8. Список используемой литературы..................................................................................................
Введение
В условиях рыночной экономики проблема сокращения затрат на содержание '
автомобилей за время их эксплуатации имеет важное значение. Высокие цены на новые автомобили заставляют их владельцев уделять больше внимания капитальному ремонту. Поэтому главная задача авторемонтного производства заключается в экономически эффективном восстановлении работоспособности автомобилей для наиболее полного использования остаточной долговечности составляющих их деталей.
Экономическая эффективность ремонта заключается в том, что заготовки, используемые при ремонте автомобиля, полученные в результате разборки и очистки последнего, значительно дешевле заготовок, выпускаемых машиностроением, получаемых литьем, ковкой или штамповкой. Кроме того, при ремонте деталей автомобиля, как правило, обрабатывается меньшее число поверхностей, поэтому трудоемкость обработки значительно меньше. Рациональный технологический процесс ремонта обеспечивает восстановление свойств детали, близких к свойствам новой.
Предмет науки о ремонте автомобилей составляют закономерности подготовки и организации производства ремонта автомобилей, обеспечивающего требуемое качество и заданное количество отремонтированных агрегатов автомобилей с наименьшими затратами трудовых и материальных ресурсов. На практике эти теоретические положения реализуются через создание технологических процессов ремонта деталей автомобилей, что зачастую не является тривиальной задачей. Поэтому современное авторемонтное производство выдвигает качественно новые требования к инженерам-механикам автомобильного транспорта; в частности, особую актуальность в последнее время приобрели знания, умения и навыки создания современных технологий ремонта деталей автомобилей.
автомо"
1. АНАЛИЗ ТЕХНИЧЕСКИХ УСЛОВИЙ НА КАПИТАЛЬНЫЙ РЕМОНТ ДЕТАЛИ.
Рассмотрим маховик в сборе автомобиля КамАЗ 740 рис.1 Определяем элементарные поверхности, из которых состоит деталь.
Распределяем выявленные поверхности на следующие группы:
1.-контролируемые, но невосстанавливаемые;
2.-контролируемые и восстанавливаемые;
3.-неконтролируемые, но изнашиваемые;
4.-неконтролируемым и не изнашиваемые.
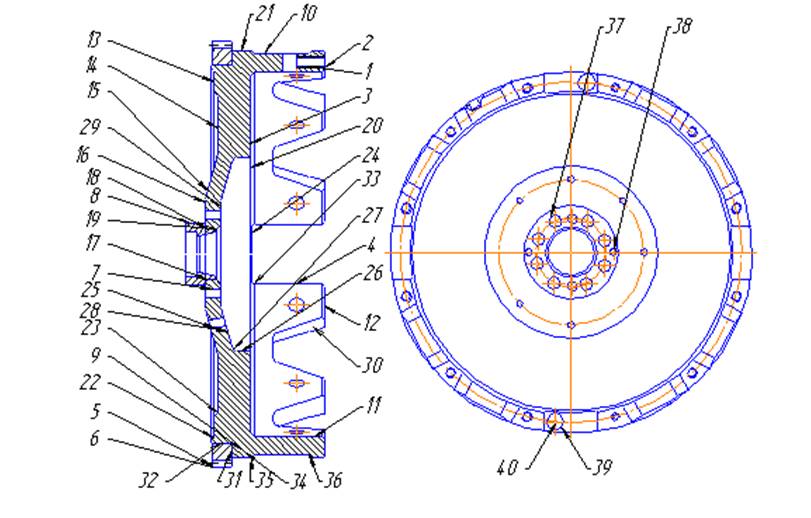
Рис.1. Маховик в сборе автомобиля КамАЗ 740
Результаты анализа сведены в таблицу 1
Таблица 1. Таблица распределения элементарных поверхностей маховика по группам.
|
№ |
Наименование поверхности |
Группы |
|||
|
I |
II |
III |
IV |
||
|
1 |
Отверстие 12 |
. |
|||
|
2 |
Торцевая плоскость шипов 12 |
. |
|||
|
3 |
Рабочая поверхность |
. |
|||
|
4 |
Боковая поверхность паза |
. |
|||
|
5 |
Рабочая поверхность венца |
. |
|||
|
6 |
Поверхность зубьев венца |
. |
|||
|
7 |
Отверстие под ось 2 |
. |
|||
|
8 |
Поверхность установочной втулки |
. |
|||
|
9 |
Рабочая поверхность сухарей |
. |
|||
|
10 |
Наружная цил. поверхность шипов 4 |
. |
|||
|
11 |
Внутренняя цил. поверхность шипов 4 |
. |
|||
|
12 |
Плоскость фасок шипов 12 |
. |
|||
|
13 |
Нерабочая плоскость |
. |
|||
|
14 |
Нерабочая внутренняя плоскость |
. |
|||
|
15 |
Торцевая плоскость |
. |
|||
|
16 |
Торцевая поверхность под втулку |
. |
|||
|
17 |
Внутренняя цил. пов-сть под втулку |
. |
|||
|
18 |
Фаска |
. |
|||
|
19 |
Фаска |
. |
|||
|
20 |
Фаска |
. |
|||
|
21 |
Радиальная поверхность основания |
. |
|||
|
22 |
Поверхность скругления |
. |
|||
|
23 |
Поверхность скругления |
. |
|||
|
24 |
Торцевая плоскость паза 4 |
. |
|||
|
25 |
Внутренняя цилиндр. поверхность 6 |
. |
|||
|
26 |
Поверхность внутренняя |
. |
|||
|
27 |
Поверхность скругления |
. |
|||
|
28 |
Переходная поверхность |
. |
|||
|
29 |
Поверхность под установочную втулку |
. |
|||
|
30 |
Поверхность шипов 16 |
. |
|||
|
31 |
Торцевая плоскость шипов |
. |
|||
|
32 |
Посадочная плоскость под венец |
. |
|||
|
33 |
Поверхность скругления паза 4 |
. |
|||
|
34 |
Торцевая плоскость венца |
. |
|||
|
35 |
Внутренняя цил. поверхность шипов |
. |
|||
|
36 |
Наружная цил. поверхность шипов 16 |
. |
|||
|
37 |
Отверстие 8 |
. |
|||
|
38 |
Отверстие 2 |
. |
|||
|
39 |
Отверстие 4 |
. |
|||
|
40 |
Отверстие 4 |
. |
|||
|
Всего (шт) |
25 |
7 |
12 |
31 |
|
|
Всего (%) |
19 |
5 |
9 |
67 |
|
Строим диаграмму распределения элементарных поверхностей маховика по группам
Рис 1а. Диаграмма распределения элементарных поверхностей маховика по группам
Маховик двигателя КамАЗ передает крутящий момент М, создаваемый двигателем, на ведомый диск сцепления. При перемещении автомобиля маховик испытывает скручивание от передаваемого крутящего момента. Маховик закреплен восьмью болтами к коленчатому валу.
В соответствии с изложенным можно предположить, что маховик будет изнашиваться в зоне рабочей поверхности ведомого диска сцепления, а также износу будут подвержены пазы перемещения нажимного диска сцепления и отверстия под болты крепления маховика.
На рисунке 4 представлены силы и моменты, действующие на маховик
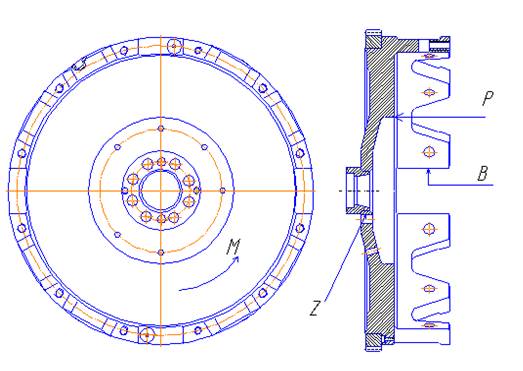
Рис. 2. Силы и моменты, действующие на маховик
Износ рабочей поверхности.
Износ рабочей поверхности возникает в результате появления силы
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.




