


















Для своевременного и полного удовлетворения потребностей народного хозяйства и населения республики в перевозках, повышения экономической эффективности его работы необходимо обеспечить совершенствование организации эксплуатационных работ Белорусской дороги, ремонта и содержания пути и подвижного состава, значительно повысить производительность локомотивов, среднюю массу грузовых поездов, увеличить скорости движения поездов, обеспечить дальнейшее развитие локомотивных депо и производство запасных частей.
Эксплуатационная работа должна быть экономически выгодной. Для трудового коллектива магистрали наиболее важной задачей является повышение объемов грузовых перевозок и улучшение качества пассажирских перевозок. Только в таком случае может быть решена проблема экономической стабилизации на дороге.
В настоящее время на Белорусской дороге остро ощущается нехватка ремонтной базы локомотивов, поэтому большое внимание уделяется ее усовершенствованию. Наряду с наращиванием мощностей ремонтных предприятий происходит совершенствование технологии ремонта, осуществляется специализация и концентрация на основе крупноагрегатного метода ремонта с комплексной механизацией технологических процессов, в том числе и при ремонте тележек тепловоза внедряется прогрессивная организация ремонта, улучшаются условия труда.
Одним из экономических путей обеспечения ремонта локомотивов является реконструкция существующих депо на базе внедрения совершенного технологического оборудования. Применение совершенного технологического оборудования при ремонте локомотивов – это один из главных путей повышения производительности труда и качества ремонта, а значит, и надежности локомотивов.
На дороге продолжается концентрация и специализация ремонтных баз как по видам ремонта, так и по сериям локомотивов. Все это дает возможность широкого внедрения совершенного технологического оборудования для ремонта локомотивов и их сборочных единиц, что позволяет повысить производительность труда и значительно увеличить программу ремонта без расширения производственной площади.
Настоящий дипломный проект выполнен с учетом требований, предъявляемых к организации локомотиворемонтного производства. В проекте применен стационарный метод ремонта тележек тепловозов, сетевое планирование и управление производственным процессом.
Тележка является одной из наиболее ответственных сборочных единиц тепловоза. В процессе эксплуатации к ней предъявляются повышенные требования, так как от ее прочности и надежности зависит безопасность движения поездов, техническое состояние тепловоза.
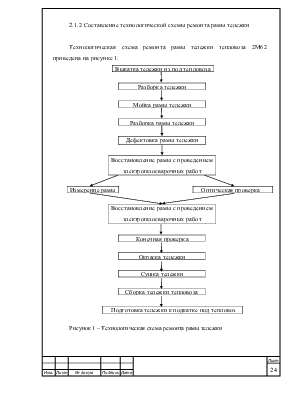
На тепловозах М62, 2М62 применена челюстная трехосная тележка с многоступенчатым групповым рессорным подвешиванием.
В процессе эксплуатации тепловоза тележка находится в особо тяжелых условиях. На нее воздействует вес тепловоза, вибрации и сложные динамические нагрузки, возникающие при движении поезда, величина и характер динамических нагрузок и вибраций зависит от качества рельсового пути, состояния колесных пар, скорости движения тепловоза, веса поезда и других факторов. Кроме этого тележка находится под воздействием внешней среды. Все эти факторы способствуют более быстрому старению металла тележки, образованию трещин в местах конструкций, где наблюдаются постоянная концентрация напряжений и возникновению других неисправностей.
Основными неисправностями челюстных рам тележек являются:
– местная выработка на рамном листе более 4 мм;
‑ продольное смещение рамных листов (забег), измеренное по наличникам буксовых вырезов;
зазор между подбуксовой стрункой и рамой тележки менее 4 или более 7 мм;
‑ толщина лицевых наличников буксового выреза менее 4 мм;
‑ износ кронштейнов для пружинных подвесок тягового электродвигателя, расстояние между верхними и нижними кронштейнами более 310 или менее 304 мм;
‑ износ кольца подпятника шкворня и увеличение зазора между пятой и подпятником;
‑ трещина в сварном шве кольца подпятника шкворня;
‑ износ наличников буксового выреза и увеличение продольного зазора между буксой и направляющими буксового выреза вдоль оси тележки;
‑ выработка внутренних боковых направляющих по наличникам
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.