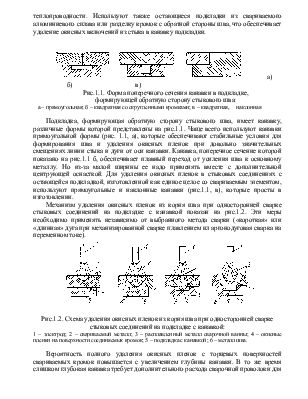

















Обычно в таких механизмах предусматривают две пары специальных ведущих и прижимных роликов, что уменьшает возможность проскальзывания проволоки и ее сминания. Применение таких подающих механизмов обеспечивает стабильную скорость подачи сварочной проволоки даже при значительных загибах шлейфа горелки.
Применимы сварочные горелки немецкой фирмы «Abicor Binzel» с тефлоновым подающим каналом. Следует отметить, что в виду использования аргона, как защитного газа, чаще всего применяют водоохлаждаемые модели горелок. Сопло горелки должно обеспечивать надежную защиту инертным газом жидкой сварочной ванны. Диаметр сопла горелки для механизированной сварки алюминия обычно 18-22 мм.
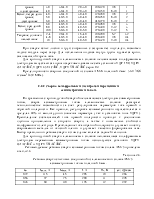
Ориентировочные режимы механизированной аргонодуговой сварки алюминия плавящимся электродом приведены в табл. 2.6.
Таблица 2.4
Ориентировочные режимы механизированной аргонодуговой сварки алюминия и его сплавов плавящимся электродом.
|
Тип соединения |
b, мм |
dЭЛ.ПР., мм |
IСВ, А |
UД, В |
VCВ, м/ч |
Расход аргона, л/мин |
Число проходов |
|
Встык, без разделки кромок |
1-4 4-6 8-10 12 |
1,2-1.4 |
110-180 140-240 220-300 280-300 |
17-19 18-19 19-21 20-22 |
15-20 20-30 15-25 15-18 |
10-12 10-14 12-16 14-18 |
1 2 2 2 |
|
Встык, с V- образной разделкой кромок на подкладке |
5-8 10-12 |
1,2-1.4 |
220-280 260-280 |
19-22 20-22 |
20-25 15-20 |
10-12 10-12 |
2-3 3-4 |
|
Встык, с Х- образной разделкой кромок |
12-16 20-25 30-60 |
1,2-1.4 |
280-360 330-360 330-360 |
21-23 22-24 22-24 |
20-25 18-20 18-20 |
10-12 12-15 12-15 |
2-4 4-8 10-40 |
|
Тавровое, угловое и нахлесточное |
4-6 8-16 20-30 |
1,2-1.4 |
200-260 270-330 330-360 |
18-19 19-22 22-24 |
20-30 20-25 20-25 |
10-12 10-12 12-15 |
1 2-6 10-40 |
Использование источника ВД-306ДК вызывает большой промышленный интерес в виду того, что в нем применены принципиально новые технические решения. При этом обеспечивается непрерывное горение электрической дуги (даже при коротких замыканиях напряжение дуги не снижается до нуля, как в традиционных выпрямителях), улучшается удаление окисной пленки, обеспечивает более мягкий переход капель электродного металла в сварочную ванну, уменьшает разбрызгивание и улучшает стабильность горения электрической дуги и качество формирования сварного соединения. Таким образом, в указанной схеме стало возможным производить регулирование продолжительности коротких замыканий и их частоты, возможность регулирования тока короткого замыкания.
Установка имеет также возможность регулировки угла наклона вольт-амперных характеристик и возможность производить сварку на значительном удалении от источника питания (до 100м от подающего механизма). Последнее обеспечивается за счет применения обратных связей по току и напряжению на дуге. Для реализации последнего необходимо применять указанные выше подающие механизмы. Следует напомнить, что этот источник обеспечивает качественную сварку алюминия и его сплавов также и в режиме ручной дуговой сварки. Кроме того, его использование позволяет решить проблемы комплектации сварочной техникой цехов, когда все виды сварки (ММА, МИГ, ТИГ) можно производить на базе одного выпрямителя, комплектуя его различными приставками (БУСП-ТИГ, ПДГО) для реализации различных технологических процессов.
На предприятиях судостроения России выполнялась сварка тавровых соединений пластин из сплава АМг-61 толщиной 6 мм и 2,5 мм в вертикальном положении. Длина швов - 150 мм. Сварка выполнялась проволокой Ø1,2 мм из сплава типа АМг-61. Режимы сварки : I=115-120 A, U=19-20 В.
С выпрямителем ВД - 306 ДК применялся подающий механизм ПДГО-510Т и горелка RD-61. Для сравнения, такие же соединения сваривались полуавтоматом «Kemppi Pro» (питание от инверторного источника).Режим сварки I=115-120А, U=19-20B.Величина выпуклости швов, размеры катетов при сварке от обоих источников получились одинаковыми.
Из средней части швов были сделаны по два поперечных макрошлифа. Внешний вид макрошлифов совпадал: форма и размеры зон проплавления были аналогичны (рис.2.1).
На том же оборудовании выполнялась сварка стыковых соединений пластин из сплавов АМг-61 толщиной 1,5 мм в вертикальном положении проволокой 1,0мм из сплава типа АМг-5. Режим сварки на «Kemppi Pro», обеспечивающий стабильную сварку, подобрать не удалось.
Сварка от ВД 306 ДК этих пластин выполнялась на режиме I=60-70A, U=15-16В на скорости обеспечивающей стабильное качество шва - со сквозным проплавлением без прожогов, нормальные выпуклость и ширину шва с лицевой и обратной стороны, отсутствие смещений оси шва с линии разделки.


Образцы сплаваАМГ-61,
сваренные на установке
ВД-306ДК в режиме МИГ.


Образцы сплава АМГ-61, сваренные на установке « KemppiPro» (импульсно-дуговая сварка – длинная дуга) в режиме МИГ.
Рис.2.1 Образцы из сплава АМГ-61, сваренные в режиме МИГ
Использование выпрямителей типа ВДУ-506 с различными подающими механизмами обеспечивает получение сварных швов с удовлетворительным внешним видом, но пористой структурой, не обеспечивающей получения требуемых механических характеристик. Механические свойства сварных соединений из сплава АМг6 толщиной 10 мм, выполненных механизированной сваркой на традиционных источниках питания (типа ВДУ-506) невысоки и следующие: sВ = 20,6 кг/мм2, угол загиба a = 60 град.
2.3.2 Механизированная сварка «длинной» дугой плавящимся электродом (импульсно-дуговая).
Повысить качество металла шва алюминиевых сплавов, по сравнению
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.