


сварке на прямой полярности – к «-» токовому разъему сварочного выпрямителя.
5.3.1
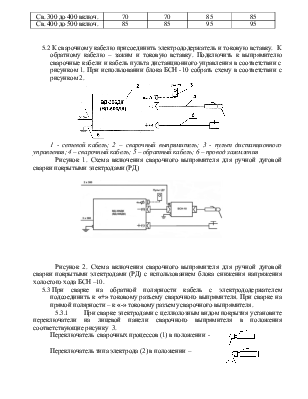
![]() При сварке электродами с целлюлозным видом покрытия установите
переключатели на лицевой панели сварочного выпрямителя в положения
соответствующие рисунку 3.
При сварке электродами с целлюлозным видом покрытия установите
переключатели на лицевой панели сварочного выпрямителя в положения
соответствующие рисунку 3.
Переключатель сварочных процессов (1) в положении -
Переключатель типа электрода (2) в положении –
При использовании пульта дистанционного управления для регулирования тока сварки тумблер (3) переключить в нижнее положение. При регулировке тока ручкой, расположенной на панели выпрямителя, тумблер переключить в верхнее положение.

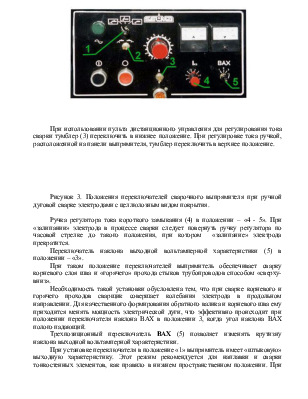
Рисунок 3. Положения переключателей сварочного выпрямителя при ручной дуговой сварке электродами с целлюлозным видом покрытия.
Ручка регулятора тока короткого замыкания (4) в положении – «4 - 5». При «залипании» электрода в процессе сварки следует повернуть ручку регулятора по часовой стрелке до такого положения, при котором «залипание» электрода прекратится.
Переключатель наклона выходной вольтамперной характеристики (5) в положении – «3».
При таком положение переключателей выпрямитель обеспечивает сварку корневого слоя шва и «горячего» прохода стыков трубопроводов способом «сверху-вниз».
Необходимость такой установки обусловлена тем, что при сварке корневого и горячего проходов сварщик совершает колебания электрода в продольном направлении. Для качественного формирования обратного валика и корневого шва ему приходится менять мощность электрической дуги, что эффективно происходит при положении переключателя наклона ВАХ в положении 3, когда угол наклона ВАХ полого падающий.
Трехпозиционный переключатель ВАХ (5) позволяет изменять крутизну наклона выходной вольтамперной характеристики.
При установке переключателя в положение «1» выпрямитель имеет «штыковую» выходную характеристику. Этот режим рекомендуется для наплавки и сварки тонкостенных элементов, как правило в нижнем пространственном положении. При этом обеспечивается минимальное разбрызгивание, минимальная глубина проплавления, высокая эластичность дуги.
При установке переключателя в положении «2» и «3» выпрямитель имеет более пологие выходные характеристики. При этом режиме возрастает глубина проплавления и обеспечивается хорошее формирование шва при сварке в разных пространственных положениях. Этот режим рекомендуется для сварки всего сечения шва неповоротных стыков трубопроводов способом «снизу-вверх».
Величина тока сварки контролируется по амперметру, установленному на лицевой панели выпрямителя.
5.3.2 При сварке электродами с основным видом покрытия установите переключатели на лицевой панели сварочного выпрямителя в положения соответствующие рисунку 4.
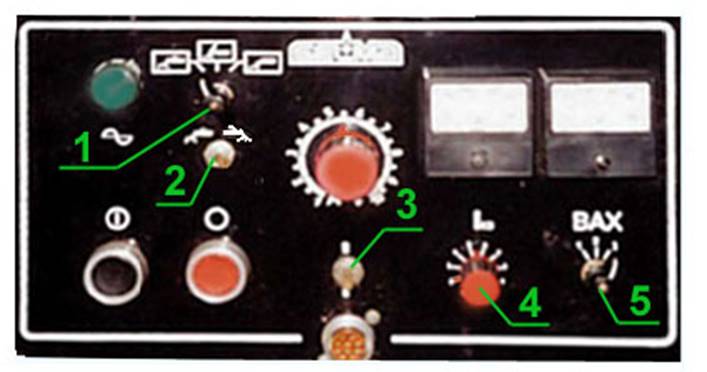
Рисунок 4. Положения переключателей сварочного выпрямителя при ручной дуговой сварке электродами с основным видом покрытия.
![]()
Переключатель сварочных процессов (1) в положении -
 |
Переключатель типа электрода (2) в положении –
При использовании пульта дистанционного управления для регулирования тока сварки тумблер (3) переключить в нижнее положение. При регулировке тока ручкой, расположенной на панели выпрямителя, тумблер переключить в верхнее положение.
Ручка регулятора тока короткого замыкания (4) в положении – «1». При «залипании» электрода в процессе сварки следует повернуть ручку регулятора по часовой стрелке до такого положения, при котором «залипание» электрода прекратится. Однако, надо иметь в виду, что с увеличением тока короткого замыкания увеличивается разбрызгивание металла сварочной ванны.
Положение переключателя наклона ВАХ установить исходя из требований предыдущего пункта, исходя их требуемой технологической задачи.
![]() Величина тока сварки контролируется по амперметру,
установленному на лицевой панели выпрямителя.
Величина тока сварки контролируется по амперметру,
установленному на лицевой панели выпрямителя.
5.3.3![]() Включить выпрямитель кнопкой
и приступить к сварке. По окончании работы выключить выпрямитель кнопкой
.
Включить выпрямитель кнопкой
и приступить к сварке. По окончании работы выключить выпрямитель кнопкой
.
5.3.4 Подготовка кромок под сварку, способ и режимы сварки должны быть определены в технологической инструкции и операционных технологических картах на объект сварки /1/.
Рекомендуемые режимы сварки стыков трубопроводов электродами
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.