Величина ξсв обычно находится в пределах от 0,5 до 50 мкм. В процессе сварки ξсв может изменяться в соответствии с типовыми циклограммами, приведенными на рис. 13.4 [3—5].
Сварочное усилие обеспечивает передачу ультразвуковых колебаний и вызывает пластическую деформацию металла в зоне соединения. С увеличением предела текучести, твердости и толщины свариваемого металла величина Fcв растет. При этом Fcв и ξсв взаимосвязаны между собой, т. е. при заданной мощности механической колебательной системы с увеличением ξсв сварочное усилие необходимо снижать. При соединении элементов микросхем и полупроводниковых приборов Fcв составляет десятые доли либо единицы ньютона, а при сварке относительно
255
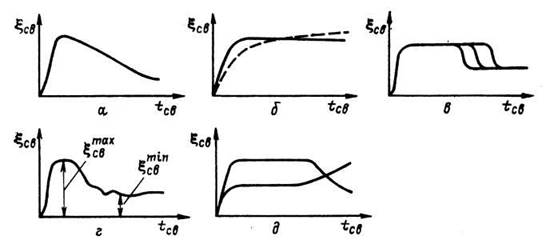
Рис. 13.4. Циклограмма изменения амплитуды колебаний сварочного наконечника в процессе сварки [5]:
а — ξсв снижается плавно; б— режим сварки задан экспериментом; в — снижение ступенчатое; г — критерий К=(2÷2,5) ξсвmax/ ξсвmin; д — программирование ξсв
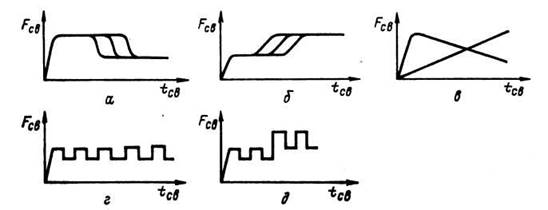
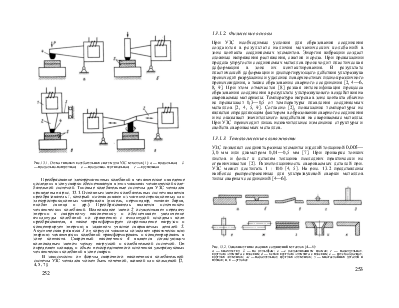
Рис. 13.5. Циклограмма изменения сварочного усилия в процессе сварки [5]:
а — ступенчатое снижение; б — ступенчатое увеличение; в — плавное изменение; г —
частотное нагружение; д — программирование с частотой наполнения толстых листов Fcвобычно не превышает 104 Н. В процессе сварки Fcвостается постоянным или изменяется по определенной программе (рис. 13.5) [3—5].
Время сварки зависит от других параметров, свойств и толщины свариваемого металла. Зависимость tcв от свойств и толщины свариваемого металла такая же, как для Fcв. Величину tcв устанавливают в пределах 0,1—4 с [3—5].
13.3. Оборудование
Для УЗС металлов в СССР и за рубежом создано значительное количество универсальных и специализированных машин, которые нашли применение при изготовлении широкой номенклатуры
256
Таблица 13.1
КРАТКИЕ ТЕХНИЧЕСКИЕ ДАННЫЕ*1 МАШИН ДЛЯ УЗС МЕТАЛЛОВ [4, 5]
|
Марка сварочной машины |
W, кВт |
f, кГц |
Fcв,Н |
h, мм |
Р |
Назначение |
|
МТУ-0,4 4У4 |
0,4—0,63 |
22±1,65 |
392 (кПа) |
0,2+0,2 — Си |
До 3600*2 |
Точечная сварка |
|
0,3+0,3 — А1 |
||||||
|
КТУ-0,1 У4 (0,63) |
0,1 (0,63) |
44 (22) |
50(600) |
0,1+0,1 (0,25 + |
До 3600 |
» » |
|
+ 0,25) — А1 |
(3600)*2 |
|||||
|
КТУ-1,5 У4 |
1,5 |
22 |
1200 |
0,5+0,5 — А1 |
До 3600*2 |
» » |
|
МТУ-0,6 ЗУ4 |
2X0,6 |
22±1,65 |
600 |
0,5+0,5 |
180*3 |
Одновременная приварка плавкого элемента из перфорированной алюминиевой фольги к толстостенным ножам электрических предохранителей |
|
МТУМ-0,1 У4 |
2X1,5 |
22±1,65 |
1200 |
5-4 ЮНДК |
180*3 |
Точечная сварка магнитов из сплава ЮНДК с держателем из сплава МНЦ при изготовлении реле разных типов |
|
0,15—0,4 МНЦ |
||||||
|
МТУ-0,1 УХЛ4 |
1±0,15 |
22±1,65 |
200—1000 |
0,2+0,2 |
1000*3 |
Точечная сварка никелевых токоподводов с медными шинами электронагревателей |
|
МШУ-0,63 |
0,63 |
22 |
500 |
0,2 — А1 |
З*4 |
Шовная сварка |
|
МШУ-1,5 |
1,5 |
22 |
1500 |
0,5 — А1 |
3*4 |
» » |
|
МШУ-4 |
4,0 |
18 |
2500 |
0,8 — А1 |
3*4 |
» » |
*1 W— мощность; f — частота; Fcb — сварочное усилие; h — толщина свариваемого металла; Р — производительность. *2 Число сварок в час. *3 Число изделий в час. *4м/мин.
257
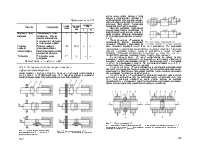
ТАБЛИЦА 13.J
КРАТКИЕ ТЕХНИЧЕСКИЕ ДАННЫЕ* УСТАНОВОК ДЛЯ УЛЬТРАЗВУКОВОЙ МИКРОСВАРКИ [4, 5, 3, 11 — 14]
|
Марка установки |
W, Вт |
F, кГц |
Fcв, H |
tсв, с |
dп, мкм |
Р. число сварок/ч |
|
МС-41П2-1 МС-41ПЗ-2 МС-41ПЗ-3 |
6,3 |
66 |
0,2—1,5 |
0,05—1,5 |
20—50 |
800—1200 |
|
УЗП-02 |
До 8,0 |
75±2,0 |
0,05—0,7 |
0,05—0,5 |
25—50 |
2500 |
|
УЗП-03 |
До 8,0 |
75±2,0 |
0,1 — 1,0 |
0,05—0,5 |
20—50 |
600 |
|
ЭМ-421 А |
До 6,3 |
66±6,6 |
0,1 — 1,2 |
0,08—3,6 |
25—60 |
700 |
|
ЭМ-423 |
До 6,3 |
59—61 |
0,1—0,75 |
0,1 — 1,0 |
20—60 |
800—1200 |
|
ЭМ-425 А |
До 6,3 |
66±6,6 |
0,1—1,2 |
0,08—3,6 |
25—60 |
800 |
|
НВП-1 |
6,0 |
75±5,0 |
0,05—0,5 |
0,04—2,0 |
20—50 |
1500 |
|
НВП-2 |
6,0 |
75±5,0 |
0,1—0,2 |
0,04—2,0 |
24—40 |
2400 |
|
УЗСКН-1 |
20 |
44 |
0,25—10,0 |
0,1 — 1,5 |
30—100 |
300 |
|
Контакт-4А |
20 |
60 |
0,2—1,8 |
0,04—4,0 |
20—160 |
350 |
![]() • Обозначения параметров см. в табл. 13.1; dп—
диаметр провода.
• Обозначения параметров см. в табл. 13.1; dп—
диаметр провода.
![]() изделий. Машины, как правило, выполнены
на весьма высоком техническом уровне и
позволяют автоматизировать сварочный процесс. Краткие технические данные
некоторых отечественных машин для УЗС
металлов приведены в табл. 13.1(4,5].
изделий. Машины, как правило, выполнены
на весьма высоком техническом уровне и
позволяют автоматизировать сварочный процесс. Краткие технические данные
некоторых отечественных машин для УЗС
металлов приведены в табл. 13.1(4,5].
В последнее время существенное развитие получила ультразвуковая микросварка, предназначенная для соединения разных элементов микросхем и полупроводниковых приборов. Оборудование для ультразвуковой микросварки отличается высокими показателями производительности и уровня автоматизации всего технологического процесса сборки и сварки изделий. В табл. 13.2 приведены краткие технические данные некоторых установок для ультразвуковой микросварки, разработанных в СССР [4, 5, 8, 11 — 14].
13.4. Промышленное применение
Процесс УЗС применяют для соединения относительно тонких фольг, листов, проволок и других деталей. Особые преимущества этот процесс имеет при соединении разнородных и термочувствительных элементов. Областями ис258
пользования УЗС являются: производство полупроводников, микроприборов и микроэлементов для электроники, конденсаторов, предохранителей, реле, трансформаторов, ламп бегущей волны, нагревателей бытовых холодильников, приборов точной механики и оптики, реакторов, десублиматоров вакуумных сушильных установок, сращивание концов рулонов различных тонколистовых материалов (медь, алюминий, никель и их сплавы) в линиях их обработки, а также автомобильная промышленность [2—5, 8].
Накопленный опыт применения УЗС выявил следующие преимущества этого
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.