и углом сдвига между током и вторичным напряжением трансформатора. Надежное повторное зажигание дуги обеспечивается тем, что в момент включения тиристоров на электроды подается стабилизирующий импульс тока. На импульсной схеме стабилизации построена работа трансформаторов для автоматической сварки под флюсом ТДФЖ-1002 и ТДФЖ-2002 а также трансформатора для ручной дуговой сварки ТДЭ-402.
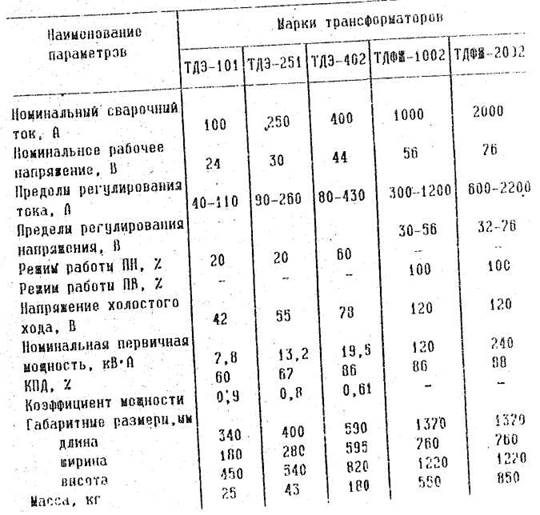
В трансформаторах с цепью подпитки стабильность процесса сварки обеспечивается непрерывностью тока (рис.11,б). В интервалах непроводимости тиристоров используется цепь подпитки дуги, по которой проходит необходимый для устойчивого горения дуги небольшой ток Iп. Поскольку при смене полярности электродов ток дуги равен току подпитки, то параметры последнего определяет надежность повторного возбуждения дуги. Экспериментально установлено, что для стабильного горения дуги при ручной сварке ток подпитки должен составлять 10-15 А, при автоматической сварке под флюсом - 20-30 А. Сдвиг Ψ между током подпитки и вторичным напряжением трансформатора зависит от соотношения напряжения дуги и цепи подпитки. С цепью подпитки изготавливаются трансформаторы для ручной дуговой сварки, предназначенные для строительно-монтажных и ремонтных работ марок ТДЭ-101 и ТДЭ-251. Существенным достоинством тиристорных трансформаторов является простота и надежности силового трансформатора. Отсутствие подвижных частей и шунтов, требующих качественной сборки и подверженных вибрации при работе, позволяет выполнить этот узел простым в изготовлении и долговечным в эксплуатации. Основные характеристики тиристорных трансформаторов приведены в табл.2.
Таблица 2
Технические характеристики тиристорных трансформаторов
|
|
СВАРОЧНЫЕ ПРЕОБРАЗОВАТЕЛИ
Сварочные преобразователи относятся к типу машинных источников питания сварочной дуги, основным узлом которых является сварочный генератор. В отличие от сварочных агрегатов, имеющих в качестве привода генератора двигатель внутреннего сгорания, приводным элементом сварочных преобразователей является трехфазный коротко - замкнутый асинхронный электродвигатель.
Но принципу работы сварочные генераторы можно подразделить:
- на коллекторные генераторы;
- на вентильные генераторы;
- на генераторы пораженного тока повышенной частоты.
Но назначению, т. е, в зависимости от способа сварки, генераторы делятся на;
- генераторы с крутопадающими внешними характеристиками;
- генераторы с жесткими внешними характеристиками;
- универсальные генераторы, обеспечивавшие получение как падающих, так и жестких внешних характеристик.
На большинстве предприятий в настоящее время используются, как правило, коллекторные генераторы.
Сварочный коллекторный генератор представляет собой электрическую машину, в которой преобразование механической энергии приводного двигателя в электрическую основано на принципе электромагнитной индукции. Известно, что если проводник в виде рамки (катушки) вращать в постоянном магнитом поле, то наводимая в нем ЭДС, определяющаяся скоростью вращения, длиной проводника (числом витков, если проводник намотан в катушку) и величиной магнитного потока, изменяется по величине и направлению. Переменная ЭДС выпрямляется с помощью коллектора, для чего концы проводника подсоединяются к двум половинкам вращающегося вместе с проводником разрезного кольца, по которому скользят две неподвижные щетки, снимающие ЭДС.
Коллекторный сварочный генератор состоит из следующих основных узлов и элементов:
- корпуса, предназначенного для крепления электромагнитов, крышек подшипников и других узлов;
- электромагнитов (полюсов), включающих сердечник и обмотку возбуждения;
- якоря, набранного из листов электротехнической стали, в пазах которого закреплена обмотка якоря;
- коллектора, собранного из медных, изолированных между собой пластин и закрепленных на валу якоря;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.