Блок-схема выпрямителей типа ВC
|
|
Рис.5
Выпрямители серии ВС состоят из трансформатора с нормальным магнитным рассеянием Т, силового выпрямительного блока U и сглаживающего дросселя L.
Регулирование рабочего напряжения выпрямителя осуществляется ступенчатым переключением числа витков первичной обмотки трансформатора, т.е. изменением коэффициента трансформации. Выпрямитель ВС-300 имеет 24 ступени, выпрямитель BC-600 - 27 ступеней регулирования.
Силовой выпрямительный блок U собран на диодах по трехфазной мостовой схеме. Сглаживающий дроссель L служит для ограничения максимальных импульсов тока и имеет две ступени индуктивности.
Выпрямители типа ВС просты по конструкции и надежны в работе, однако имеют ряд существенных недостатков. К ним относятся нестабильность выпрямленного напряжения, невозможность дистанционного управления и регулирования под нагрузкой. В настоящее время выпрямители типа ВС промышленностью не выпускаются.
Блок-схема выпрямителей с дроссельным регулированием, к которым относятся выпрямители ВДГ-ЗО2 и ВДГ-303, приведена на рис.6.
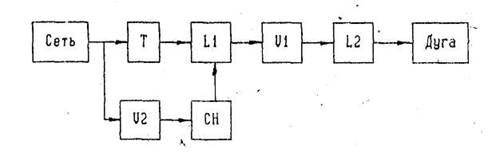
Блок-схема выпрямителей ВДГ-302, ВДГ-303
|
|
Рис.6
Регулирование рабочих параметров данных выпрямителей - ступенчато-плавное. Ступенчатое регулирование осуществляется изменением коэффициента трансформации силового трансформатора Т. Плавное регулирование внутри каждой ступени производится за счет изменения тока в обмотках управления дросселя насыщения L1, которые питаются от блока стабилизации СН через выпрямительный блок U2. Блок стабилизации СН, кроме этого, позволяет частично компенсировать изменение рабочих параметров выпрямителя в случае колебания напряжения питающей сети.
Пониженное напряжение трансформатора Т через рабочие обмотки дросселя насыщения L1 подается на выпрямительный блок U1, который собран на диодах по трехфазной мостовой схеме и, далее, через сглаживающий дроссель L2 на выходные клеммы выпрямителя.
В выпрямителе ВДГ-302 дроссель L2 имеет две ступени индуктивности, а переключение осуществляется сварщиком вручную. В выпрямителе же ВДГ-303 использован дроссель с обмотками управления, которые включены в сварочную цепь. Это позволяет автоматически регулировать индуктивность сварочного контура в зависимости от режима сварки, что существенно повышает стабильность процесса сварки, особенно на малых токах.
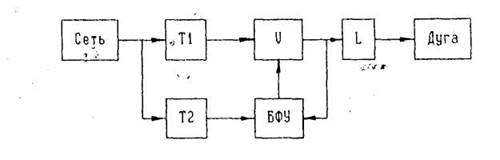
Выпрямитель ВДГ-601 в отличие от выпрямителей ВДГ-302 и ВДГ-303 имеет тиристорное регулирование параметров сварки. Его функциональная блок-схема представлена на рис.7.
Блок-схема выпрямителя ВДГ—6О1
|
|
Рис. 7
В выпрямителе ВДГ-601 использован силовой понижающий трансформатор с нормальным магнитам рассеянием Т1. Выпрямление пониженного напряжения производится в выпрямительном блоке U, собранном на тиристорах по шестифазной кольцевой схеме. Формирование пологопадающих характеристик, регулирование и стабилизация выпрямленного напряжения осуществляется с помощью блока фазового управления БФУ, получающего питание от трансформатора Т2.
Отпирающие импульсы с БФУ поступают на управляющие электроды тиристоров выпрямительного блока U. Стабилизация рабочих параметров выпрямителя ВДГ—601 осуществляется через обратную связь по напряжению, снимаемому с выхода выпрямительного блока U.
Дроссель I служит для ограничения пиков тока короткого замыкания и для сглаживания пульсаций выпрямленного напряжения. Дроссель обеспечивает две ступени индуктивности, переключение которых можно осуществлять дистанционно.
Оборудование и материалы
1) Сварочный выпрямитель с жесткими вольт-амперными характеристиками (марка выпрямителя указывается преподавателем).
2) Балластный реостат РБ-301.
3) Вольтметр.
4) Комплект соединительных проводов.
3) Набор ключей, пассатижи, отвертка.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.