


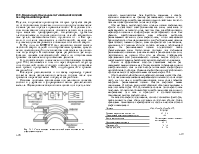






Скорость точки контакта определяет время протекания деформационных процессов в зоне соударения, поэтому для получения качественной сварки необходимо ее выдерживать в определенном интервале. Анализ опытных данных показывает,, что лучшие результаты достигаются при υк= (0,4÷0,6)с.
Скорость точки контакта можно регулировать изменением скорости детонации путем применения соответствующих ВВ
(табл. 16.1).
Для расчета угла соударения на практике удобнее всего использовать зависимость [10]:
γ=υo/D = 3r/(4r + 9). (16.9)
293
|
|
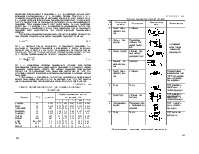
ТАБЛИЦА 16.1
ХАРАКТЕРИСТИКА ВВ, ПРИМЕНЯЕМЫХ ДЛЯ СВАРКИ ВЗРЫВОМ*
|
ВВ, ГОСТ, ТУ |
ρ·10-3. кг/м3 |
dкр·103, м |
D, м/с |
|
Аммонит, 6ЖВ, ГОСТ 21984—76 |
0,85—1,00 |
10—13 |
3600—4800 |
|
Аммониты, АТ-1, АТ-2, АТ-3, |
0,85—0,90 |
10—20 |
1500—3800 |
|
ТУ 84—768—78 |
|||
|
Аммониты, А-20, А-40, А-50, |
0,90—1,10 |
6—10 |
2400—3600 |
|
ТУ 84—401—7—72 |
|||
|
Селитра аммиачная, ГОСТ 2—75 |
0,85—0,90 |
_______ |
1800 |
|
Игданит, ТУ ГП—2—77 |
0,80—0,90 |
160—200 |
2800—4300 |
|
» специальный |
0,85—0,90 |
40—60 |
2500—3500 |
|
Смесь 1 : 2 (аммонит 6ЖВ + селитра аммиачная) |
0,85—0,90 |
16—20 |
2000—3000 |
|
То же, 1 : 4 |
0,85—0,90 |
25—28 |
1800—2700 |
![]() * ρ — насыпная плотность; dкр-
критический диаметр; D— скорость детонации.
* ρ — насыпная плотность; dкр-
критический диаметр; D— скорость детонации.
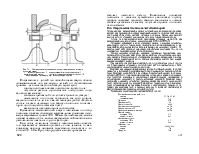
![]() Метаемая пластина приобретает
максимальную скорость на расстоянии h≈δ, поэтому на практике сварочный зазор
выдерживают в пределах h== (1÷2)δ.
Метаемая пластина приобретает
максимальную скорость на расстоянии h≈δ, поэтому на практике сварочный зазор
выдерживают в пределах h== (1÷2)δ.
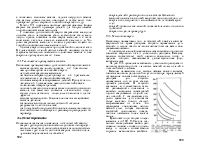
Некоторые исследователи при выборе режима СВ базируются на энергетическом подходе к природе процесса. Считается [5], что минимальная энергия пластической деформации, необходимая для образования равнопрочного соединения,
W2 = 0,606 + 0,184 In (HB/ δ). (16.10)
где НВ — твердость по Бринеллю; δ — относительное удлинение, %.
16.3. Оборудование и оснастка
Оборудование и оснастка для сварки металлов взрывом зависят от места проведения работ. В настоящее время процесс осуществляется в полевых условиях (на полигонах) и на территории промышленных предприятий.
16.3.1. Оборудование и оснастка при ведении работ в полевых условиях
Под полигон отводится территория, удаленная от промышленных баз и населенных пунктов. Размеры ограждаемой зоны рассчитываются, исходя из массы единовременно подрываемого заряда [11]. Полигоны оборудуются минными станциями и укрытиями для техники.
294
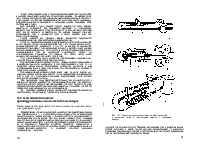
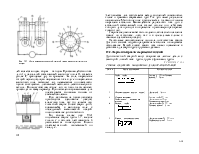
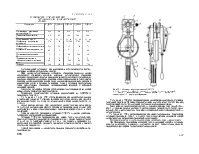
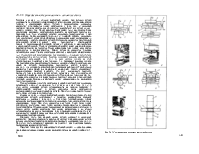
Изделия обрабатывают на специальных опорах. Они должны иметь достаточную долговечность и обеспечивать минимальную деформацию изделий [9]. Например, при плакировании уникальных изделий — лопастей гидротурбин, применялась опора с наполнителем из металлической дроби (а. с. № 330702, рис. 16.4).
Подготовку опор из грунтово-песчаных смесей и щебня для очередного взрыва ведут с использованием бульдозера, погрузчика. Размещение изделий на опоре осуществляется при помощи автокранов соответствующей грузоподъемности. Для укладки заряда при больших размерах заготовок (несколько квадратных метров) или криволинейной поверхности плакирующего листа используют различного рода приспособления.
В стране имеются три крупных специализированных полигона, выпускающих биметаллические заготовки СВ на Орско-Халиловском и Кузнецком металлургических комбинатах и на Гилевском опытно-экспериментальном заводе НПО АНИТИМ
За рубежом крупные полигоны имеются в Швеции [13], США, Японии и др.
Недостатком полигонов является влияние погодных условий на качество, а также трудность обеспечения достаточно высокого уровня механизации.
16.3.2. Оборудование и оснастка при ведении работ в условиях промышленных предприятий
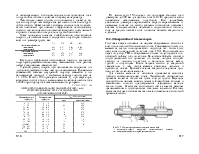
При ведении СВ в условиях промышленного предприятия в качестве локализаторов поражающих факторов взрыва используют подземные выработки, бетонные и металлические взрывные камеры [9]. Работа в подземных выработках осуществляется, например, на участке сварки взрывом фирмы «Дюпон» (США) [14] и Зыряновского свинцового комбината [9]. Бетонные взрывные камеры применяют, например, в Колумбийской лаборатории (США) [15], где используют заряды массой до 23 кг ВВ. Однако для создания промышленных установок сварки взрывом наиболее перспективны металлические взрывные камеры. Они представляют собой замкнутые оболочечные конструкции цилиндрической или сферической формы, снабжены загрузочным люком, внутренней опорой, системой вентиляции
295
и подрыва заряда. В ряде конструкций взрывных камер применяются внутренние защитные экраны, ослабляющие ударную волну, воздействующую на оболочку.
Значительный вклад в конструирование и расчет на прочность металлических взрывных камер внесли Институт гидродинамики и СКБ ГИТ СО АН СССР [16]. Камеры их конструкции на заряд в несколько килограммов
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.