Как видно из рис. 4.6, чем больше размер частицы загрязнений, тем больше участок разогрева. Исследования макро- и микроструктуры, микротвердости и температурного поля в зоне взаимодействия ЭИВ с точечным загрязнением показали, что и в металле заготовки происходят существенные изменения с четкой направленностью от одного места ввода мощного импульса тока к другому (рис. 4.7). При этом температура в зоне точечного загрязнения повышается до температуры плавления при введении энергии, соответствующей удельной электрической энергии электроимпульсного воздействия q = 4,5 Дж/м3 за время 0,08 с, а температура заготовки была не более 860 °С (см. рис. 4.7, а); средний размер зерна в зоне точечного загрязнения увеличился до 0,5 мм (см. рис. 4.7, б), а средний размер зерна в самой заготовке не изменился и был таким же, как и до обработки ЭИВ; микротвердость в зоне точечного загрязнения понижается примерно на 16 %, а в самой заготовке микротвердость повышается примерно на 19 %, по сравнению с микротвердостью исходной (без обработки ЭИВ) заготовки (см. рис. 4.7, в).
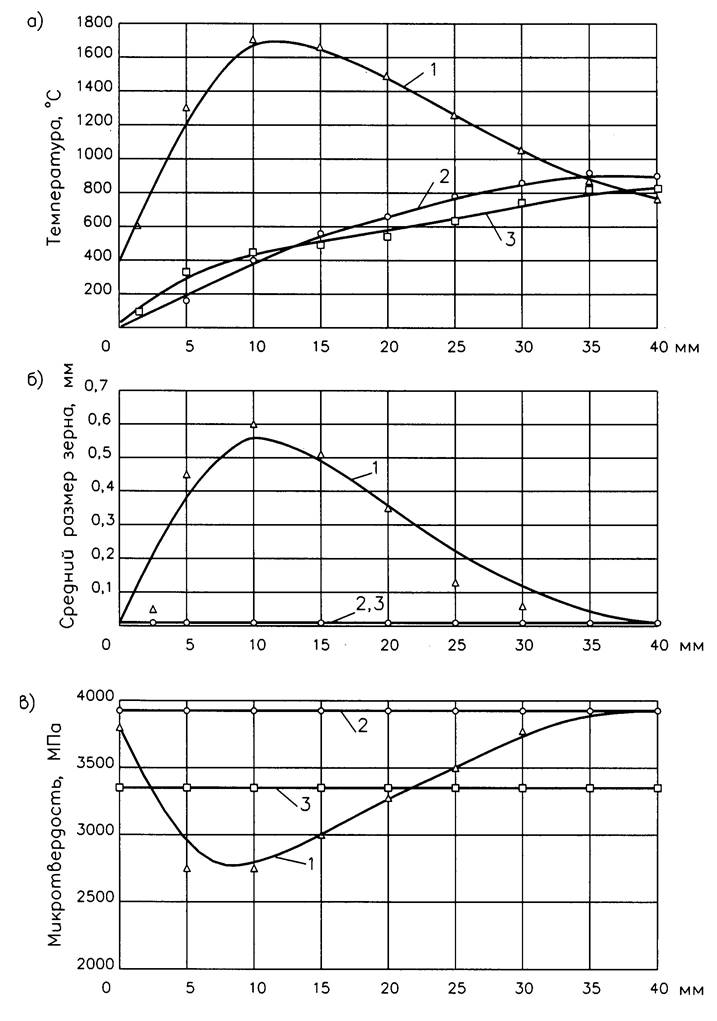
Рис. 4.7. Кривые изменения температуры (а), величины зерна (б) и микро-твердости (в) в месте ввода тока ЭИВ в заготовку из сплава ВТ20: 1 – зона загрязнения инородной частицей; 2 – зона чистой поверхности; 3 – заготовка обезжиренная и обезвоженная перед обработкой ЭИВ; 4 – исходная заготовка без обработки ЭИВ
В результате проведенных экспериментальных исследований можно сделать следующие выводы:
1) Можно отдать предпочтение концепции теории, в которой электроимпульсная деформация рассматривается как сложное, комплексное явление, развивающееся на нескольких взаимосвязанных и взаимообусловленных, но не сводимых друг к другу структурных уровнях (микро- и мезоскопических) /9/, при этом изменения механических характеристик под действием токовых импульсов должны сопровождаться перестройками в дефектной подсистеме деформируемого тела и, как следствие, в формировании особых типов (самоустанавливающихся в данных условиях ЭИВ) субструктур.
2) В результате исследований оценено температурное влияние электроимпульсной обработки и выявлены факторы, влияющие на степень разогрева: вводимая удельная электрическая энергия, состояние поверхности заготовки. Показано, что снятие остаточных напряжений в штампосварных титановых конструкциях с использованием электроимпульсной обработки не приводит к ухудшению качества: микротвердость и состояние микроструктуры практически не изменяются, если обеспечивается необходимая чистота поверхности.
3) При обеспечении необходимой чистоты поверхности разработаны схемы введения токовых импульсов при ЭИО для снятия остаточных напряжений в штампосварных титановых конструкциях (см. рис. 4.4) для металла шва и зоны термического воздействия как для стыковых, так и для тавровых соединений.
4.3. Новое в создании ненапряженных металлоконструкций
Наиболее сложный случай напряженно-деформированного состояния представляет собой сварной шов и сопряженные с ним области металлоконструкции /1, 4, 5, 12/.
Физической основой стресс-коррозии является повышенная активность поверхностного слоя металлов и сплавов к окислению, которая обусловлена большей удельной энергией приповерхностных слоев. Зависимость величины корродированного слоя от времени может быть описана следующим выражением:
![]() ,
(4.1)
,
(4.1)
где d – толщина корродированного слоя, мкм; K – коэффициент интенсивности естественной коррозии, мкм/год; q – деформирующая способность технологических остаточных напряжений (с учетом знака), МПа мм; t – продолжительность процесса коррозии, год; А, В, С - коэффициенты, характеризующие свойства материала.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.