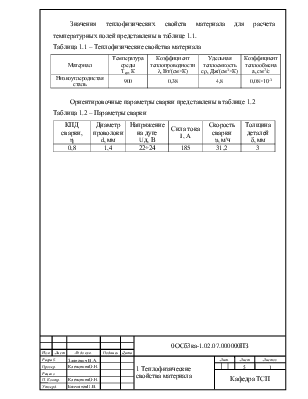






Значения теплофизических свойств материала для расчета температурных полей представлены в таблице 1.1.
Таблица 1.1 – Теплофизические свойства материала
|
Материал |
Температура среды Tср, К |
Коэффициент теплопроводности λ, Вт/(см×К) |
Удельная теплоемкость сρ, Дж/(см3×К) |
Коэффициент теплообмена а, см2/с |
|
Низкоуглеродистая сталь |
900 |
0,38 |
4,8 |
0,08×10-3 |
Ориентировочные параметры сварки представлены в таблице 1.2
Таблица 1.2 – Параметры сварки
|
КПД сварки, η |
Диаметр проволоки d, мм |
Напряжение на дуге Uд, В |
Сила тока I, A |
Скорость сварки υ, м/ч |
Толщина деталей δ, мм |
|
0,8 |
1,4 |
22÷24 |
185 |
31,2 |
3 |
Определим эффективную мощность по формуле (2.1), Вт:
![]() (2.1)
(2.1)
где η – КПД сварки;
I – сила тока, А;
Uд - Напряжение на дуге, В
q = 0,8×185×23 = 3,404×103.
Максимальная температура определим по формуле (3.1), К:
![]() (3.1)
(3.1)
где υсв – скорость сварки, см/с;
сρ - удельная теплоемкость, Дж/(см3×К);
δ – толщина стали, см;
q - тепловая мощность, Вт.
![]()
Выберем расчетную схему и источник теплоты, исходя из условий неравенства (3.2):
![]() (3.2)
(3.2)
где Тпл – температура плавления, Тпл = 1808 К.
![]()
![]()
Т.к. условия неравенства выполняются, то принимаем схему пластины и быстродвижущийся линейный источник.
Определим диапазон варьирования по координатам по формуле (4.1), К:
![]() (4.1)
(4.1)
![]()
Определим шаг варьирования по формуле (4.2), см:
 (4.2)
(4.2)
Найдем диапазон варьирования по Yпо формуле (4.3), см:
y = l; (4.3)
y = 1,09
Шаг по оси Y определим по формуле (4.4), см:
![]() (4.4)
(4.4)
![]()
![]()
![]()
Определим координату X и Y к нулю по формуле (4.5), см:
x = -7,89 см
![]() (4.5)
(4.5)
![]()
Определим время сварки и шаг по формуле (4.6), с:
![]() (4.6)
(4.6)
![]()
![]()
![]()
Определение параметров термического цикла. Аналитический метод.
Определим мгновенную скорость охлаждения по формуле (4.7), К/с, при:
Tpl=1808 К; λ=0,38 Вт/(см×К); Тп=900 К; q=3,404*10-3Вт; v=0,87 см/с; a=0,08см2/с; T=0,4Tpl, К; Cp=4,8 Дж/(см3×К); δ=0,3 см.
T = 0,4×1808 = 723,2 К
∆Tpl = 0,4×1808 = 723,2 К
 (4.7)
(4.7)
![]()
Определим максимальную температуру в точке с координатой Y=2∆Y по формуле (4.8), К:
![]() (4.8)
(4.8)
где υсв – скорость сварки, см/с;
сρ - удельная теплоемкость, Дж/(см3×К);
δ – толщина стали, см;
q - тепловая мощность, Вт.
![]()
Определим длительность пребывания металла выше температуры Т по формуле (4.9):
![]() (4.9)
(4.9)
![]()
По номограмме определим значение коэффициента r2, затем находим время пребывания по формуле (4.10), с:
r2 =
 (4.10)
(4.10)

Определим длину сварочной ванны по формуле (4.11), см:
![]() (4.11)
(4.11)
![]()
Определим ширину шва по формуле (4.12), см:
B = 2×Y; (4.12)
B = 2 × 1,09 = 2,18.
Определим ширину зоны нагрева между изотермами ΔТ1 и ΔТ2 по формуле (4.13), см:
 (4.13)
(4.13)
ΔТ1 = 0,4Тpl; ΔТ2 = 0,5Тpl;
ΔТ1 = 0,4 × 1808 = 723,2; ΔТ2 = 0,5 × 1808 = 904;
Δl = l1 – l2 ;
Δl = 0,96 – 0,86 = 0,1 см.
Список использованных источников
1Волченко, В.Н. Теория сварочных процессов / В.Н.Волченко, В.М.Ямпольский, В.А.Винокуров и др.; под ред. В.В.Фролова. – М.: Высш. шк., 1988. – 559с.
2Рыморов Е.В. Новые сварочные приспособления / Е.В.Рыморов, - Л. Стройиздат, 1988г. - 127 с.
3 Смирнова, Ж.В. Выбор материала сварной конструкции и ее технологичность: Учебно – методическое пособие /Ж.В.Смирнова.-Н.Новгород, ВГИПУ, 2011г. - 29 с.
4 ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры. – Введ. 1977-12-29. – Изм. 1986.08, 1989.01, 1990.07. – М.: Государственный стандарт СССР: Издательство стандартов, 1993. – 68 с.
5 ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры. – Введ. 1977-07-01. – Изм. 1982.03, 1986.12, 1989.01. – М.: Межгосударственный стандарт: Издательство стандартов, 2001. – 37 с.
![]()
![]()
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.