Министерство образования Российской Федерации
Государственное образовательное учреждение высшего
Профессионального образования «Комсомольский-на-Амуре
Государственный технический университет»
Кафедра технологии сварочного производства
МАТЕРИАЛЫ ПО ТИПОВЫМ
ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССАМ
ТЕПЛОВОЙ РЕЗКИ И ЭЛЕКТРОДУГОВОЙ СВАРКИ
Методические указания
к практическим занятиям для специальности 150202,
для всех форм обучения
Комсомольск-на-Амуре, 2005
Приведены справочные материалы по режимам выполнения тепловой резки, сварки под слоем флюса и в защитных газах низкоуглеродистых, низколегированных, хромоникелевых сталей, алюминиевых и титановых сплавов. Даны рекомендации по выбору способа резки, раскладке валиков, а также подготовки кромок, геометрические параметры сварных швов соединений из сплавов на основе титана.
Методические указания к практическим занятиям для специальности 150202, для всех форм обучения.
ОСНОВНЫЕ И СВАРОЧНЫЕ МАТЕРИАЛЫ
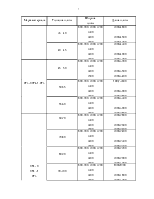
Таблица 1.1 – Габаритные размеры листов горячекатаной стали, мм
|
Толщина листов |
Минимальная и максимальная длина листов при ширине |
||||||||||
|
1000 |
1250 |
1400 |
1500 |
1600 |
1700 |
1800 |
1900 |
2000 |
2100 |
2200 |
|
|
2.0 |
2000 6000 |
2000 6000 |
2000 6000 |
2000 6000 |
- |
- |
- |
- |
- |
- |
- |
|
3.0 – 5.0 |
2000 6000 |
2000 6000 |
2000 6000 |
2000 6000 |
2000 6000 |
2000 6000 |
2000 6000 |
- |
- |
- |
- |
|
6.0 – 7.0 |
2000 7000 |
2000 7000 |
2000 7000 |
2000 7000 |
2000 7000 |
2000 7000 |
2000 7000 |
2000 7000 |
2000 7000 |
- |
- |
|
8.0 – 10.0 |
2000 8000 |
2000 8000 |
2000 8000 |
2000 12000 |
3000 12000 |
3000 12000 |
3000 12000 |
3000 12000 |
3000 12000 |
3000 12000 |
3000 12000 |
|
11.0 – 12.0 |
2000 6000 |
2000 8000 |
2000 8000 |
2000 12000 |
3000 12000 |
3000 12000 |
3000 12000 |
3000 10000 |
3000 10000 |
3000 10000 |
3000 10000 |
|
13-22 24, 25 |
2500 6500 |
2500 12000 |
2500 12000 |
3000 12000 |
3000 11000 |
3200 11000 |
3200 11000 |
3200 10000 |
3200 10000 |
3200 10000 |
3200 10000 |
|
26-40 |
- |
2500 12000 |
2500 12000 |
3000 12000 |
3000 12000 |
3200 12000 |
3200 12000 |
3200 12000 |
3200 12000 |
3200 12000 |
3200 12000 |
|
42, 45 48, 50 52, 55 60, 65 70, 75 80, 85 90, 95 100, 105 110, 120 125, 130 130, 150 160 |
- |
2500 9000 |
2500 9000 |
3000 9000 |
3000 9000 |
3500 9000 |
3500 9000 |
3500 9000 |
3500 9000 |
3500 9000 |
3500 9000 |
|
Толщина листов |
Минимальная и максимальная длина листов при ширине |
||||||||||
|
2300 |
2400 |
2500 |
2600 |
2700 |
2800 |
2900 |
3000 |
3200 |
3400 |
3600 |
|
|
8 – 10 |
3000 12000 |
4000 12000 |
4000 12000 |
- |
- |
- |
- |
- |
- |
- |
- |
|
11, 12 |
3000 10000 |
4000 10000 |
4000 10000 |
- |
- |
- |
- |
- |
- |
- |
- |
|
3 – 22, 24, 25 |
3200 10000 |
3200 11000 |
3200 11000 |
3200 10000 |
3200 10000 |
3200 10000 |
3200 10000 |
3000 9500 |
3200 9500 |
3400 9500 |
3600 9500 |
|
26 – 40 |
3200 12000 |
3200 12000 |
3500 9000 |
3000 9000 |
3000 9000 |
3000 9000 |
3000 9000 |
3000 9000 |
3200 9500 |
3400 9500 |
3600 9500 |
|
42, 45 48, 50 52, 55 60, 65 70, 75 80, 85 90, 95 100, 105 110, 120 125, 130 130, 150 160 |
3500 9000 |
3500 9000 |
3500 9000 |
3000 9000 |
3000 9000 |
3000 9000 |
3000 9000 |
3000 9000 |
3200 8500 |
3400 8000 |
3600 7000 |
Таблица 1.1a - Габаритные размеры листов из алюминиевых и титановых сплавов
|
Марка материала |
Толщина листа, мм. |
Ширина листа, мм. |
Дайна листа, мм. |
|
Алюминиевые сплавы |
|||
|
АМц. АМцС, АМгй, АМг3, АМг5, АМг6, АМг6Б. |
5,0-10,5 |
1000, 1200, 1400 1500, 1600, 1800 2000 |
2000 – 7000 |
|
Титановые сплавы |
|||
|
BTI-00 BTI-0 0Т4-0 0T4-I |
св.1,8 до 5,0 |
600, 700, 800, 1000, 1200. |
1500-5000 |
|
св.5,0 до 7,0 |
1500-4000 |
||
|
св.7,0 до 10,5 |
1500-3000 |
||
|
0Т4 |
св.1,Р до 5,0 |
600, 700, 800, 1000, 1200 |
1500-5000 |
|
св.5,0 до 7,0 |
1500-4000 |
||
|
св.7,0 до 10,5 |
1500-3000 |
||
Таблица 1.1б - Габаритные размеры плит из алюминиевых и титановых сплавов, мм
|
Марка материала |
Толщина плиты |
Ширина плиты |
Длина плиты |
|
Алюминиевые сплавы |
|||
|
АМг2,АМг3, АМг5.АМг6 |
II-60 |
1200, 1500, 1800, 2000 |
3000-8000 |
|
св.60-200 |
не нормируется |
||
|
Плиты толщиной до 60,0 мм изготовляют мерной длины или кратной ей с интервалами 500 мм. |
|||
|
0Т4-О 0T4-I 0Т4 |
Титановые сплавы |
||
|
11-18 |
800, 900, 1000, 1200, 1300 |
1000-7000 |
|
|
18 – 20 |
800, 900, 1000, 1200, 1300, 1400, 1500, 1600. |
1000-7000 |
|
|
20 – 25 |
800, 900, 1000, 1200 1300 1500 1600 |
1000-7000 1000-6500 1000-6400 1000-6000 |
|
|
25 – 30 |
800, 900, 1000, 1200 1300 1400 1500 1600 |
1000-6500 1000-6000 1000-5700 1000-5400 1000-5000 |
|
|
30 – 35 |
800, 900, 1000, 1200 1300 1400 1500 1600 |
1000-5500 1000-5400 1000-5000 1000-4600 1000-4400 |
|
|
35 – 40 |
800, 900, 1000, 1200 1300 1400 1500 1600 |
1000-4800 1000-4500 1000-4200 1000-4000 1000-3700 |
|
|
40 – 45 |
800, 900, 1000, 1200 1300 1400 1500 1600 |
1000-4300 1000-4000 1000-3700 1000-3500 1000-3300 |
|
|
0Т4-0 0T4-1. 0Т4 |
45 – 50 |
800, 900, 1000, 1200 1300 1400 1500 1600 |
1000-3900 1000-3500 1000-3400 1000-3200 1000-3000 |
|
50-55 |
800, 900, 1000, 1200 1300 1400 1500 1600 |
100С-3500 1000-3000 1000-2800 1000-2600 1000-2500 |
|
|
55-60 |
800, 900, 1000, 1200 1300 1400 1500 1600 |
1000-3300 1000-3000 1000-2800 1000-2600 1000-2500 |
|
|
60-70 |
800, 900, 1000, 1200 1300 1400 1500 1600 |
1000-2800 1000-2600 1000-2400 1000-2300 1000-2100 |
|
|
70-80 |
800, 900, 1000, 1200 1300 1400 1500 1600 |
1000-2400 1000-2300 1000-2100 1000-2000 1000-1800 |
|
|
80-90 |
800, 900, 1000, 1200 1300 1400 1500 1600 |
1000-2200 1000-2000 1000-1900 1000-1800 1000-1600 |
|
|
0T4 - 0 0T4 - I 0Т4 |
90-100 |
800, 900, 1000, 1200 1300 1400 1500 1600 |
I000-I900 1000-1800 1000-1700 1000-1600 1000-1500 |
|
100-120 |
800, 900, 1000, 1200 1300 1400 1500 1600 |
1000-1600 1000-I500 1000-1400 1000-1300 1000-1200 |
|
|
120-150 |
800, 900, 1000, 1200 1300 1400 1500 1600 |
1000-1300 1000-1200 1000-1100 1000 1000 |
|
Плиты изготавливают мерной длины, с интервалом 100 мм в пределах длин, указанных в таблице.
Таблица 1.2 - Рекомендации по применению сварочных материалов
|
Марка сварочных материалов |
||
|
I. Электроды |
||
|
AHI AHO-1, АНО-5, АНО-6, СМ-5 УОНИИ -I3/45, СМ-11, ОЗС-2, УП-2/45 ЦМ-9, АНО-4С, ОЗС-12, МР-3, ОЗС-17Н ИТС-1 У0НИ-13/55, АНО-9, УП-2/55, ЦУ-1, ИТС-4С УОНИ-13/45А, Э-138/5ОН, ОЗС-22Н/ИТС |
Э38 Э42 Э42А Э46 Э46А Э50А Э50А |
Для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву до 590 МПа (У) |
|
У0НИИ-13/45М У0НИИ-13/45МХ, ЦУ-2МХ, ЦЛ-14 ЦУ-2ХМ, ЦЛ-38, Н-3 Н-10, ЦЛ-55. ЦЛ-20, Н-6, ЦЛ-36, ЦЛ-26М, ЦЛ-17 |
Э-09М Э-09МХ Э-09Х1М |
Для сварки легированных теплоустойчивых сталей ( Т ) |
|
У0НИИ-13/НЖ, У0НИИ-13/НЖ2, ОЗЛ-6 О3Л-8, ОЗЛ-14-1 ЭА-400/1З, ЭА-902/14, СЛ-28 ЭА-606/11, ГЛ-2 |
Э-10Х25Н13Г2 Э-07Х20Н9 Э-09Х19Н10Г2М2Б Э-08Х19Н9Ф2С2 |
Для сварки высоколегированных сталей с особыми свойствами ( В ) |
|
ЦН-2, ЦН-4, ЦН-5, 03Н-250У, О3Н-300У О3Н-350У, О3Н-400У, О3Ш-I, Ш-16 ОЗИ-3, ОЗШ-3, 48Ж-1, НЖ-3, озш-4 ОЗШ – 3, ЭН-Х12М |
- |
Для наплавки поверхностных слоев с особыми свойствами ( Н ) |
|
II. Стальная сварочная проволока |
||
|
св – 08, св - 08А, св - 08АА, св – 08ГА, св – 10ГА, св – 10Г2 |
низкоуглеродистая |
Для сварки углеродистых и низколегированных сталей |
|
св-08ГС. св-12ГС, св-08Г2С, св-10ГН, св-О8ГСМТ, св-15ГСТЮЦА, св-20ГСТЮА, св-18ХГС, св-10НМА, св-О8МХ, св-08ХМ, св-08ХМА, св-08ХНМ и др. |
легированная |
Для сварки низко-и среднелегированных сталей |
|
св-12Х11НМФ, св-10Х11НВМФ, св-12Х13, св-20Х13, св-06Х14, св-08Х14ГНТ, св-10Х17Т, св-13Х25Т, св-01Х19Н9, св-04Х19Н9, св-06Х19Н9Т, св-04-Х19-Н9С2, св-08Х19Н9Ф2С2, св-07Х19Н10Б, св-09Х16Н25М6АФ и др. |
высоко легированная |
Для сварки высоколегированных сталей с особыми свойствами |
|
III. Сварочная проволока из алюминия и его сплавов |
||
|
СвА97, свА85Т, свА5, свАМц, свАмГ3, свАМг4, свАМг5, св1557, свАМг6, свАМг63, свАМг61, свАК5, свАК10, св1201 |
Для сварки алюминия и его сплавов |
|
|
IV. Сварочная проволока из титана и его сплавов |
||
|
ВТ1-00С, 2В, ПТ-7М |
Для сварки титана и титановых сплавов |
|
Таблица 1.3 – Рекомендации по применению сварочных флюсов
|
Марка флюса |
Назначение |
|
АН-348-А, АН-348-АМ, АН-348-В, АН-348-ВМ, ОСЦ-45, ОСЦ-45М, ОСЦ-45П, ФЦ-9, АН-60, АН-42, АН-65, К-11, КВС-19 |
Механизированная сварка и наплавка углеродистых низколегированных сталей углеродистой и низколегированной сварочной проволокой |
|
АН-8 |
Электрошлаковая сварка углеродистых и низколегированных сталей и сварка низколегированных сталей углеродистой и низколегированной сварочной проволокой |
|
АН-22 |
Электрошлаковая сварка и дуговая автоматическая наплавка и сварка низколегированных и среднелегированных сталей соответствующей сварочной проволокой |
|
АНФ-7, АНФ-1П, АН-26С, АН-26СП, АН-17, АН-18, АНФ-14, 48-ОФ-6, 48-ОФ-10, АНФ-16, АНФ-17 |
Автоматическая и полуавтоматическая сварка нержавеющих коррозионно-стойких и жаропрочных сталей соответствующей сварочной проволокой |
|
АН-17М, АН-43, АН-47, АН-15, 48-ОФ-10 |
Дуговая сварка и наплавка углеродистых низколегированных и среднелегированных сталей повышенной и высокой прочности соответствующей сварочной проволокой |
2 ТЕПЛОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ТЕПЛОВОЙ РЕЗКИ МЕТАЛЛОВ
Таблица 2.1 - Рекомендации по применению различных способов механизированной тепловой резки
|
Способ тепловой резки |
Металлы, подлежащие резня |
Толщина листа, мм |
Особенности технологического процесса |
Оборудование |
|
Кислородная резка |
Углвродистые, низколегированные стали, стали типа АК, сплавы типа 3В |
4 – 100 |
- |
Стационарные и переносные машины |
|
Стали типа КД и ЮЗ. |
4 – 40 |
|||
|
Углеродистые и низколегированные стали и сплавы типа ЗВ. |
100 – 200 |
С применением спец. оснастки (столы, мундштуки) |
Стационарные и переносные машины |
|
|
Плазменная резка: Воздушно - плазменная резка |
Углеродистые, низколегированные стали, стали типа АК, КД, ЮЗ. |
4 – 60 |
С пробивкой и резкой в автоматическом режиме |
Стационарные машины |
|
Коррозионно-стойкие стали, медь, медные и алюминиевые сплавы. |
4 – 28 |
С пробивкой и резкой в автоматическом режиме |
Стационарные машины |
|
|
Коррозионно-стойкие стали, медь, медные и алюминиевые сплавы. |
28 – 60 |
При ручном управлении пробивкой или началом резки с кромки листа и резкой в автоматическом режиме |
Стационарные машины |
|
|
Воздушно-водяная плазменная резка |
Углеродистые, низколегированные стали, стали типа АК. |
4 – 28 |
С пробивкой и резкой в автоматическом режиме |
Стационарные машины |
|
Стали типа КО, ЮЗ, коррозионно-стойкие стали, медь, медные |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.