распрессовки колесных пар применяют старотипные и типовые прессы. К старотипным прессам относятся прессы зарубежных фирм "Кеклей", "Вумаг", "Дортмунд", "Банинг", "Атлас" и другие, а также прессы Краматорского машиностроительного завода и Одесского завода прессов модели П447. К типовым прессам относятся гидравлические горизонтальные прессы одностороннего действия моделей П6738А и ПА6738. Для запрессовки применяют те же прессы, что и для распрессовки.
Для обработки подступичных частей оси применяют: универсальные токарно–винторезные станки, оснащенные накатными приспособлениями; типовые токарно–винторезные станки модели 1М63, 1А64 Рязанского станкостроительного завода и старотипные станки моделей 1Д63А, 163,165, ДИП300 и зарубежных фирм "Вильман", "Вагнер", "Браун".
Для растачивания ступиц колес применяют типовые и старотипные токарно–карусельные станки. К типовым относятся универсальные токарно–карусельные станки моделей 153, 15316, 1531М, 1541, КС12, КС112, а также станки зарубежных производителей: "Кинг" модели 52, "Наилс" модели KD–1, "Буллард", "Ракоши" и др.
Для обтачивания поверхности катания ободьев колесных пар при их ремонте используют различные колесотокарные станки моделей: 936, 1936, 1А936, 1ТСН и 1ТСН/А, 1836, 1836А, КЖ1836Б, и др.
Механическую обработку шеек осей и предподступичных частей осуществляют на токарно–накатных станках. В колесных цехах используют станки моделей: 1835 КЗТС, МК 177С1 и МК177, ТВС и ХАС112 фирмы "Рафамет", "Беттс–Бриджфорд" и др.
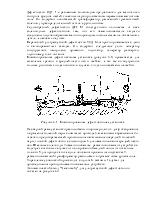
Технологический процесс ремонта колесных пар начинается с определения ее размерной характеристики, по которой устанавливается эффективный метод дальнейшей обработки. Эта операция выполняется на специальном измерительном стенде ВЦС–112 (рисунок 3.3).
Рисунок 3.3– Измерительный стенд.
Применение стенда обеспечивает значительную экономию стали при обточке для восстановления профиля колес вагонов за счет автоматического определения оптимальных глубины и скорости резания.
Определение основных показателей
Смена электросварщика начинается с 7.20 и заканчивается в 16.00, время перерывов на отдых дифференцировано. Обеденные перерывы составляет 40 мин. Проводится уборка рабочего места в течение смены несколько раз. В сумме перерывы составляют 80 мин. Рабочий работает каждый день.
Рассчитаем уровень механизации труда
![]() (1.1)
(1.1)
где Тмаш. – время машинных процессов, мин.;
Тручн.перекр. – время ручных приемов, перекрываемое машинным времен, мин.;
Тш-к – время штучно-калькуляционное, мин.
Определим состав и объем выполняемых работ. Для этого рассчитываем необходимое количество оборудования. Расчет проходит в два этапа. На первом определяется эффективный фонд работы станков по каждой операции, на втором – производится расчет численности станков с опорой на показатель трудоёмкости операций.
![]() , (1.2)
, (1.2)
гдe ∆Фр – процент затрат времени на проведение плановых ремонтов оборудования;
Фн – номинальный фонд времени.
![]() , (1.3)
, (1.3)
где nсм – число смен работы оборудования;
tсм – продолжительность смены работы оборудования;
П – количество праздничных дней в году;
В – число выходных дней в году;
∆nсм – количество смен в праздничные дни;
tсм – время сокращения смены в праздничные дни;
Дпп – число праздничных дней с сокращенной сменой.
Для расчета потребного количества оборудования на i-ой операции (nрi) используется следующая формула:
![]() , (1.4)
, (1.4)
где tопi – оперативное время обработки детали на i-й операции, мин.;
Nгодi – годовая программа выпуска i-й детали, шт.
Состав трудовых операций на рабочем месте можно характеризовать, заполняя таблицу:
Характеристика трудовых операций
Таблица 2.1
|
№ п/п |
Наименование технологической операции |
Описание технологического перехода |
Описание ручных и машинно-ручных операций |
|
1. |
Подготовка материалов для обработки |
1. Взять колесо крачем; 2. Подать на станок. |
Подойти к карусельному станку |
|
2. |
Подготовка материалов для обработки |
Выверить колесо на станке и закрепить |
Карусельный станок |
|
3. |
Обработка колеса |
Предварительно расточить отверстие ступицы колеса Примечание: Разрешается протачивать на оси цельнокатные колеса |
Карусельный станок (резец проходной Т5КТО, нутромер индикаторный) 160-250, ГОСТ 860-72 микрометрический |
|
4. |
Обработка колеса |
Снять пробную стружку и замерить диаметр отверстия ступицы колеса |
Карусельный станок (резец проходной Т5КТО, нутромер индикаторный 160-250, ГОСТ 860-72 микрометрический) |
|
5. |
Обработка колеса |
Расточить отверстие ступицы колеса начисто |
Карусельный станок (резец проходной Т5КТО, нутромер индикаторный 160-250, ГОСТ 860-72 микрометрический) |
|
6. |
Обработка колеса |
Проточить галтели |
Карусельный станок (резец режущий, шаблон R5, №327) |
|
7. |
Обработка колеса |
Накатать подступичную часть оси для чего накинуть скобу с накатными роликами, предварительно смазать её индустриальным маслом |
Карусельный станок (ролик накатный Н-17203, микрометр) |
|
8. |
Обработка колеса |
Остановить станок, откинуть хомут с роликами, повернуть на 180° и закрепить ось |
Подойти к карусельному станку и остановить его работу |
|
9. |
Обработка колеса |
Повторить переходы 2-7 для второй стороны оси |
Повторить действия 2-7 |
|
10. |
Завершение обработки |
Остановить станок, откинуть хомут с роликами, проверить чистоту накатки и размеры |
Подойти к станку и выключить его, микрометром помереть размер |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.