2 ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА И ОБОРУДОВАНИЯ ДЛЯ РЕМОНТА
Технологический процесс ремонта электромагнитного контактора КПВ-604 представлен на листе 2 графической части данного дипломного проекта.
Электрические аппараты при работе на тепловозах подвергаются тряске, воздействию влаги, пыли грязи и масла. Эти обстоятельства могут привести к ослаблению болтовых соединений, обрыву проводов и ложному их срабатыванию.
При осмотре контакторов можно обнаружить подгары и оплавления главных и вспомогательных контактов и гибких шунтов, загрязнение нагаром, брызгами меди и копотью от перегородок дугогасительной камеры, повреждение изоляции дугогасительной катушки и ослабление ее соединения с неподвижным контактом. У привода электромагнитного контактора встречаются обрывы, межвитковые замыкания, понижение сопротивления изоляции. В процессе работы возникает и механическое изнашивание осей и втулок, перекосы и заедания подвижных частей, излом и потеря упругости пружинами.
Подгары и оплавления контактов значительно увеличиваются при плохом взаимном прилегании их вследствие некачественной пригонки, сдвига или перекоса, при чрезмерном износе и уменьшении нажатия контактов, изломе контактной пружины и заедании держателя подвижного контакта, загрязнении контактов, а также при протекании по ним тока, превышающего допустимое значение. Подгары гибких шунтов появляются при неисправностях дугогасительной катушки.
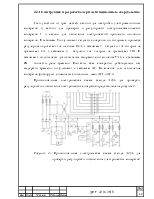
Структурная схема технологического процесса ремонта электромагнитного контактора КПВ-604 представлена на рисунке 1.
![]()
Технологическая документация по ремонту электромагнитногоконтактора включает в себя: маршрутную карту (МК), технологическую инструкцию (ТИ) и карты эскизов (КЭ).
Маршрутная карта.
Маршрутная карта предназначена для описания технологического процесса ремонта сборочной единицы, включая контроль и перемещение по всем операциям различных технологических методов в технологической последовательности с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах. Маршрутная карта заполняется в соответствии с требованиями ГОСТ 3.1105 – 84, используя формы
2 и 1б (ГОСТ 3.1118 – 82).
Технологическая инструкция.
Технологическая инструкция предназначена для описания технологических процессов, методов и приемов, повторяющихся при ремонте деталей сборочной единицы. Технологическая инструкция заполняется в соответствии с требованиями ГОСТ 3.1105 – 84, используя формы 5 и 5а (ГОСТ 3.1105 – 84).
Карта эскизов.
Карта эскизов является графическим документом, содержащим эскизы, схемы и таблицы и предназначенной для пояснения выполнения технологического процесса ремонта деталей сборочной единицы, включая контроль и перемещение. Карта эскизов заполняется в соответствии с требованиями ГОСТ 3.1105 – 84, используя формы 7 и 7а (ГОСТ 3.1105 – 84).
Методика заполнения маршрутной карты (МК), технологической инструкции
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.