2 НЕИСПРАВНОСТИ ВЕРТИКАЛЬНОЙ ПЕРЕДАЧИ ДИЗЕЛЯ 10Д100 СПОСОБЫ РЕМОНТА И ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ОТРЕМОНТИРОВАННЫЕ ДЕТАЛИ
Основные неисправности вертикальной передачи дизеля 10Д100 и способы ремонта и технические условия на отремонтированные детали представлены в таблице 1.
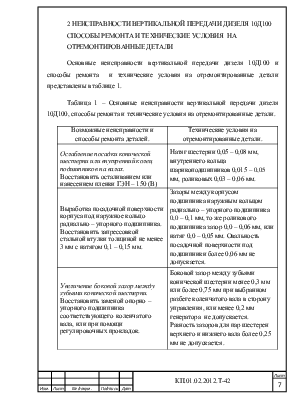
Таблица 1 – Основные неисправности вертикальной передачи дизеля 10Д100, способы ремонта и технические условия на отремонтированные детали.
|
Возможные неисправности и способы ремонта деталей. |
Технические условия на отремонтированные детали. |
|
Ослабление посадки конической шестерни или внутренний колец подшипников на валах. Восстановить осталиванием или нанесением пленки ГЭН – 150 (В) |
Натяг шестерни 0,05 – 0,08 мм, внутреннего кольца шарикоподшипников 0,015 – 0,05 мм, роликовых 0,03 – 0,06 мм. |
|
Выработка посадочной поверхности корпуса под наружное кольцо радиально – упорного подшипника. Восстановить запрессовкой стальной втулки толщиной не менее 3 мм с натягом 0,1 – 0,15 мм. |
Зазоры между корпусом подшипника наружным кольцом радиально – упорного подшипника 0,0 – 0,1 мм, то же роликового подшипника зазор 0,0 – 0,06 мм, или натяг 0,0 – 0,05 мм. Овальность посадочной поверхности под подшипники более 0,06 мм не допускается. |
|
Увеличение боковой зазор между зубьями конической шестерни. Восстановить заменой опорно – упорного подшипника соответствующего коленчатого вала, или при помощи регулировочных прокладок. |
Боковой зазор между зубьями конической шестерни менее 0,3 мм или более 0,75 мм при выбранном разбеге коленчатого вала в сторону управления, или менее 0,2 мм генератора не допускается. Разность зазоров для пар шестерен верхнего и нижнего вала более 0,25 мм не допускается. |
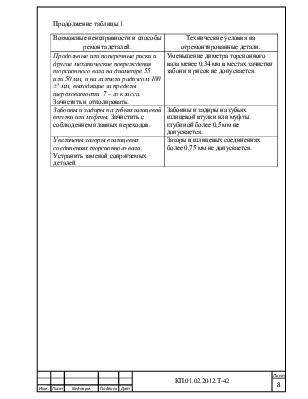
Продолжение таблицы 1
|
Возможные неисправности и способы ремонта деталей. |
Технические условия на отремонтированные детали. |
|
Продольные или поперечные риски и другие механические повреждения торсионного вала на диаметре 55 или 50 мм, и на галтели радиусом 100 ±5 мм, выходящие за пределы шероховатости 7 – го класса. Зачистить и отполировать. |
Уменьшение диметра торсионного вала менее 0,34 мм в местах зачистки забоин и рисок не допускается. |
|
Забоины и задиры на зубьях шлицевой втулки или муфты. Зачистить с соблюдением плавных переходов. |
Забоины и задиры на зубьях шлицевой втулки или муфты глубиной более 0,5 мм не допускается. |
|
Увеличены зазоры в шлицевых соединениях торсионного вала. Устранить заменой сопрягаемых деталей. |
Зазоры в шлицевых соединениях более 0,75 мм не допускается. |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.