1. ФУНКЦИОНАЛЬНАЯ СХЕМА КОСВЕННОГО РЕГУЛЯТОРА ТОЛЩИНЫ ПОЛОСЫ ПРОКАТКИ.
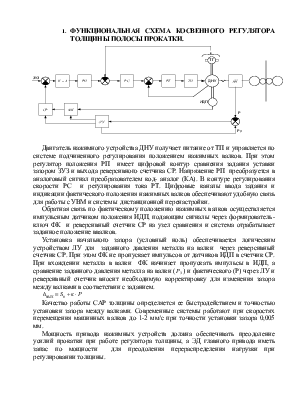
Двигатель нажимного устройства ДНУ получает питание от ТП и управляется по системе подчиненного регулирования положением нажимных валков. При этом регулятор положения РП имеет цифровой контур сравнения задания уставки зазором ЗУЗ и выхода реверсивного счетчика СР. Напряжение РП преобразуется в аналоговый сигнал преобразователем код- аналог (КА). В контуре регулирования скорости РС и регулирования тока РТ. Цифровые каналы ввода задания и индикации фактического положения нажимных валков обеспечивают удобную связь для работы с УВМ и системы дистанционной перенастройки.
Обратная связь по фактическому положению нажимных валков осуществляется импульсным датчиком положения ИДП, подающим сигналы через формирователь-ключ ФК и реверсивный счетчик СР на узел сравнения и система отрабатывает заданное положение ввалков.
Установка начального зазора
(условный ноль) обеспечивается логическим устройством ЛУ для заданного
давления металла на валки через реверсивный счетчик СР. При этом ФК не
пропускает импульсов от датчиков ИДП в счетчик СР. При вхождении металла в
валки ФК начинает пропускать импульсы в ИДП, а сравнение заданного давления
металла на валки (![]() )
и фактического (Р) через ЛУ и реверсивный счетчик вносит необходимую
корректировку для изменения зазора между валками в соответствии с заданием.
)
и фактического (Р) через ЛУ и реверсивный счетчик вносит необходимую
корректировку для изменения зазора между валками в соответствии с заданием.
![]()
Качество работы САР толщины определяется ее быстродействием и точностью установки зазора между валками. Современные системы работают при скоростях перемещения машинных валков до 1-2 мм/с при точности установки зазора 0,005 мм.
Мощность привода нажимных устройств должна обеспечивать преодоление усилий прокатки при работе регулятора толщины, а ЭД главного привода иметь запас по мощности для преодоления перераспределения нагрузки при регулировании толщины.
Обеспечение требуемых качественных показателей готового листа предъявляет высокие требования к режимам работы регулятора толщины. Для современных станов допуск по продольной разнотолщинности составляет ±0,025 мм на 76% длины полосы и ±0,05 мм на 95,4 % длины полосы.
Косвенный регулятор в силу большого числа разнообразных возмущений, изменяющих давление металла на валки, не может обеспечить высокую точность регулирования толщины на выходе стана. Поэтому современные автоматические регуляторы, помимо основного косвенного регулятора толщины имеют корректирующий канал прямого регулирования толщины в функции сигнала рентгеновского толщинометра, устанавливаемого за последней клетью. Если такую коррекцию производить только на двух клетях, то ток двигателей главных приводов этих клетей может сильно возрасти. Поэтому для равномерного распределения нагрузок на стане коррекция одновременно производится в 4-6 клетях. Обычно система прямой коррекции имеет два канала регулирования - быстродействующий, корректирующий ошибку в двух последних клетях стана, и медленно действующий, корректирующий ошибку в двух-четырех первых клетей стана.
При прокатке переднего и последнего конца полосы, когда полоса находится не во всех клетях стана, напряженное состояние металла другое, чем при установившемся режиме прокатки. Т.к. прокатка концов происходит без натяжения, то это приводит к увеличению добавления металла на валки, а следовательно к большим упругим деформациям системы валок-станина, т.е. к увеличению толщины металла на переднем и заднем концах полосы
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.