



























Введение
Целью данного курсового проекта является проектирование системы электропривода прокатного стана. В проекте будут построены диаграммы и нагрузки механизма, произведён расчёт параметров электропривода. Требуется рассчитать и построить статические и переходные характеристики электропривода.
1. Технологическое описание механизма.
Металлургический цикл получения готовой продукции заканчивается обработкой металла давлением. Из всех видов обработки металла давлением наибольшее распространение получила прокатка.
Прокатный стан – это совокупность большого количества механизмов, объединённых одной технологической линией. Прокатное производство включает в себя четыре основные операции: подготовка металла к прокатке, транспортировка и другие вспомогательные операции для проведения прокатки, прокатка металла и обработка готовой продукции [1].
Реверсивные станы горячей прокатки предназначены для предварительного обжатия горячего слитка. Основная особенность электропривода рабочих валков клети – попеременное вращение двигателей в обе стороны для осуществления прокатки металла за несколько пропусков.
В комплекс реверсивного стана горячей прокатки кроме рабочей клети входят: нагревательные колодцы, слитковозы, рольганги, поворотный стол, кантователь, рабочие рольганги и другие механизмы, объединённые общей технологической линией.
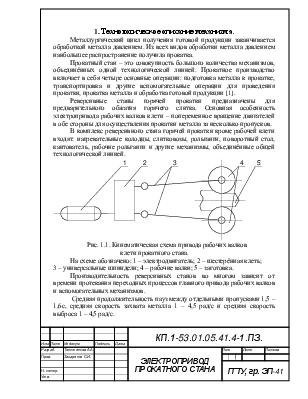
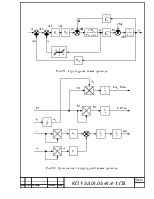
 Рис. 1.1.
Кинематическая схема привода рабочих валков клети
прокатного стана.
Рис. 1.1.
Кинематическая схема привода рабочих валков клети
прокатного стана.
На схеме обозначено: 1 – электродвигатель; 2 – шестерённая клеть;
3 – универсальные шпиндели; 4 – рабочие валки; 5 – заготовка.
Производительность реверсивных станов во многом зависит от времени протекания переходных процессов главного привода рабочих валков и вспомогательных механизмов.
Средняя продолжительность пауз между отдельными пропусками 1,5 – 1,6с, средняя скорость захвата металла 1 – 4,5 рад/с и средняя скорость выброса 1 – 4,5 рад/с.
Отсюда следует, что реверсирование главного привода после выхода слитка из валков и достижения скорости захвата за среднее время паузы, равное 1,5 с, происходит со средним ускорением и замедлением 4 – 7 рад/с2.
Максимальное значение динамического момента на современных станах выбирают примерно равным номинальному моменту двигателя, что позволяет большую часть перегрузочного момента двигателя использовать на преодоление статического сопротивления, возникающего при обжатии металла. В процессе разгона рекомендуется равноускоренный или равнозамедленный режим управления, интенсивность которого может изменяться автоматически при перегрузке электродвигателя.
Производительность прокатного стана зависит не только от темпа прокатки и мощности электроприводов, но и от согласованной и надёжной работы всех механизмов.
Исходя из технологического процесса прокатки на реверсивных станах к системе электрооборудования главного электропривода предъявляют следующие требования: минимальное время переходного процесса при заданном значении динамического тока; большая частота включений электрического двигателя (более 1000 в час); диапазон регулирования скорости 1:10; высокая перегрузочная способность приводного двигателя по току и моменту; высокая степень надёжности системы электропривода и системы электроснабжения; схема электроснабжения должна обеспечить падение напряжения не более 10%.
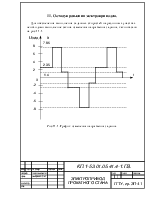
2. Расчёт и построение диаграммы скорости и статических
нагрузок механизма.
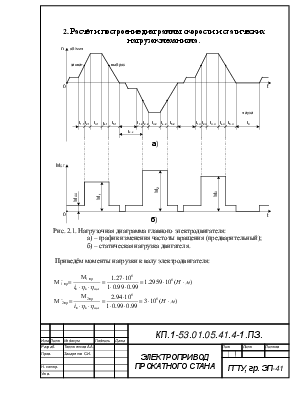
Рис. 2.1. Нагрузочная диаграмма главного электродвигателя:
а) – график изменения частоты вращения (предварительный);
б) – статическая нагрузка двигателя.
Приведём моменты нагрузки к валу электродвигателя:




При первом проходе заготовки:
1) 
2) 
![]()

3) 

![]() , отсюда
, отсюда ![]()
![]() , т. е. это говорит о том, что при первом проходе двигатель не
набирает скорость υ=5 м/с. Методом итераций попытаемся
узнать максимальную скорость при первом проходе заготовки (т. е.
, т. е. это говорит о том, что при первом проходе двигатель не
набирает скорость υ=5 м/с. Методом итераций попытаемся
узнать максимальную скорость при первом проходе заготовки (т. е. ![]() ).
).
Принимаем υ max=4.8 м/с, тогда ![]() =
2.59875 (м),
=
2.59875 (м), ![]() = 2.77875 (м), откуда
= 2.77875 (м), откуда ![]() = 5.5 – 5.37 = 0.1225 (м).
= 5.5 – 5.37 = 0.1225 (м).
Если υ max=4.85 м/с, тогда ![]() =
2.659 (м),
=
2.659 (м), ![]() = 2.839 (м),
откуда
= 2.839 (м),
откуда ![]() = 5.5 – 5.498 = 0.002 (м).
= 5.5 – 5.498 = 0.002 (м).
Скорость υ max=4.85 м/с подходит нашему процессу прокатки.
Найдём перемещения заготовки и время при втором проходе:
1) 

2) 

3) ![]()
![]()
Найдём перемещения заготовки и время при третьем проходе:
1) ![]()
![]()
2) ![]()
![]()
3) ![]()
3. Выбор системы электропривода и предварительный выбор электродвигателя.
Найдём рабочее время при первом проходе заготовки:
![]()
Найдём рабочее время при втором проходе заготовки:
![]() .
.
Найдём рабочее время при втором проходе заготовки:
![]() .
.
Найдём средний момент по формуле:
 ,
где
,
где
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Т. о.  .
.
Предварительно двигатель выбираем из условия:
![]() .
.
Нашему условию удовлетворяет двигатель:
П2 – 1000 – 238 – 8С [5. стр. 436]
Мощность 4500 кВт
Ток 5350 А
Частота вращения 36/71 об/мин
Момент 1193,7 кН∙м
Динамический момент инерции 53,8∙103 кг∙м2
Масса 166∙103 кг
КПД 89,8 %
Uном=930 В
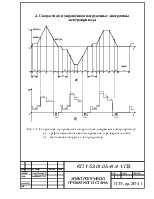
4. Скоростная и упрощённая нагрузочные диаграммы электропривода.
Рис. 4.1. Скоростная и упрощённая нагрузочные диаграммы электропривода:
а) – график изменения частоты вращения (предварительный);
б) – статическая нагрузка электропривода.
Найдём результирующие моменты за один цикл:
![]() , где
, где
 ,
,
 ,
,
![]() .
.
![]()
![]() , где
, где
![]()
![]() .
.
![]() .
.
![]() .
.
![]() .
.
![]() .
.
![]() .
.
![]() .
.
 .
.
 .
.
![]() =
=![]() =
=![]() .
.
![]() , откуда
, откуда
![]() .
.
5. Проверка электродвигателя по нагреву и перегрузочной способности.
Проверку произведём по эквивалентному моменту:
где
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
Тогда:
![]() ,
а
,
а
![]() ,
,

Проверка электродвигателя производится по условию МН≥МЭ. Как видно 1193,7∙103<1,422∙106 , то есть условие не выполняется, значит необходимо выбрать другой электродвигатель.
Выбираем электродвигатель типа П2 – 1000 – 248 – 14С, его основные номинальные данные:
P=10000 кВт; Uном=930 В; I=11450 А; JД=83,45∙103 кг∙м2;
n=63/90 об/мин; М=1515,9 кН∙м; КПД=93,7 %; m=127∙103 кг.
Проведём перерасчёт моментов, действующих во время цикла работы, и проверку электродвигателя.
![]() .
.
![]()
![]() , где
, где
![]()
![]() .
.
![]() .
.
![]() .
.
![]() .
.
![]() .
.
![]()
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
Тогда:
![]() ,
а
,
а
![]() ,
,

Проверяем условие МН≥МЭ: 1.5159 кН∙м>1.454 кН∙м.
Проверка выполняется, следовательно, предварительно двигатель выбран верно.
6. Выбор силового оборудования и расчёт параметров
электропривода.
Выбираем трансформатор ТРДТП – 20000/10У2. Исполнение 5.
Схема соединения обмоток Y/ΔΔYY – 1 – 0, трансформатор с расщеплёнными
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.