МИНИСТЕРСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БЕЛАРУСЬ
Гомельский государственный технический университет им. П.О. Сухого
Факультет автоматизированных и информационных систем
Кафедра «Автоматизированные электроприводы»
РАСЧЕТНО-ГРАФИЧЕСКАЯ РАБОТА
на тему: «Программирование систем ЧПУ»
Исполнитель: студент гр. ЭП-51
Руководитель: к.т.н., доцент
Гомель 2010
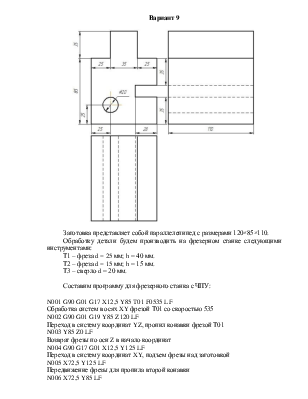
Вариант 9
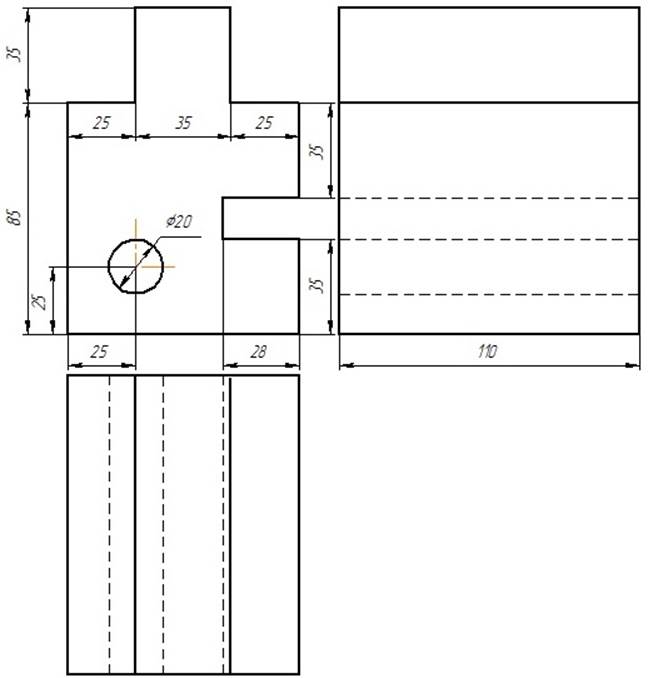
Заготовка представляет собой параллелепипед с размерами 120×85×110.
Обработку детали будем производить на фрезерном станке следующими инструментами:
Т1 – фреза d = 25 мм; h = 40 мм.
Т2 – фреза d = 15 мм; h = 15 мм.
Т3 – сверло d = 20 мм.
Составим программу для фрезерного станка с ЧПУ:
N001 G90 G01 G17 X12,5 Y85 T01 F0535 LF
Обработка систем в осях XY фрезой Т01 со скоростью 535
N002 G90 G01 G19 Y85 Z120 LF
Переход в систему координат YZ, пропил конавки фрезой Т01
N003 Y85 Z0 LF
Возврат фрезы по оси Z в начало координат
N004 G90 G17 G01 X12,5 Y125 LF
Переход в систему координат XY, подъем фрезы над заготовкой
N005 X72,5 Y125 LF
Передвижение фрезы для пропила второй конавки
N006 X72,5 Y85 LF
Опускание фрезы на глубину пропила
N007 G90 G01 G19 Y85 Z120 LF
Ппереход в систему координат YZ, пропил второй конавки фрезой Т01
N008 Y85 Z0 LF
Возврат фрезы по оси Z в начало координат
N009 G90 G01 G17 X0 Y0 LF
Переход в систему координат XY и возврат фрезы в начало координат, после чего фреза Т01 меняется на фрезу Т02 и переворачивается заготовка на 90° против часовой стрелки
N010 G90 G01 G17 X77,5 Y57 T02 LF
Обработка в системе координат XY, передвижение к координатам пропила второй конавки фрезой Т02
N011 G90 G01 G19 Y57 Z120 LF
Переход в систему координат YZ, пропил конавки фрезой Т02
N012 Y57 Z0 LF
Возврат фрезы Т02 по оси Z в начало координат
N013 G90 G01 G17 X0 Y0 LF
Переход в систему координат XY, возврат фрезы Т02 в начало координат, после чего фреза Т02 меняется на сверло Т03 и переворачивается заготовка для сверления
N014 G90 G18 X0 Z120 T03 LF
Обработка в системе координат XZ, подъем сверла над заготовкой
N015 G90 G17 X25 Y25 LF
Переход в систему координат XY, перемещение сверла в точку сверления
N016 G90 G18 X25 Z0 LF
Переход в систему координат XZ, сверление отверстия в заготовке
N017 X25 Z120 LF
Подъем сверла над заготовкой
N018 G90 G17 X0 Y0 LF
Переход в систему координат XY, возвращение резца в начало координат по оси XY
N019 G90 G18 X0 Z0 M02 LF
Переход в систему координат XZ, возврат резца в начало координат, конец программы
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.