БЕЛОРУССКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра «Горные машин»
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовому проекту
По дисциплине “Проектирование ГДТ и ГПО”
Тема: Цепной бар .
Исполнитель:___________________________________________
(подпись)
Студент 5-го курса группы
Руководитель проекта:_______________________________
(подпись)
Минск 2005
Содержание
Введение ……………………………………………………………….
1.Состояние вопроса
1.1. Патентно-информационный обзор существующих конструкций ………………………………………….
1.2. Описание разработанного изделия ………………………………..
2. Расчеты ……………………………………………………………….
2.1. Общий расчет сборочный единицы ……………………………….
2.2.![]() Расчет параметров основных элементов …………………………
Расчет параметров основных элементов …………………………
2.3. Расчет мощности двигателя ……………………………………….
3.Использование изделия в производственных условиях …………….
Заключение ………………………………………………………………..
Литература …………………………………………………………………
Введение Проведение выработок с помощью комбайнов является наиболее прогрессивным способом, так как при этом обеспечивается высокая скорость проходки и максимальная механизация работ при значительном упрощении организации и повышении безопасности труда рабочих. При комбайновой проходке выработок обеспечивается непрерывность процесса, благодаря которой производительность труда проходчиков по сравнению с буровзрывной проходкой повышается в 2—2,5 раза, а стоимость проведения выработок снижается. Помимо этого, значительно увеличивается устойчивость горных выработок и облегчается их крепление, ибо окружающий выработку массив остается не нарушенным взрывом, а сечение выработок имеет строго определенную форму. |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
1. Состояние вопроса Выбор типа и принципиальной схемы исполнительного и по- грузочного органов является одной из первых и наиболее важных задач, которые предстоит решать конструктору новой машины. В то же время — это наиболее сложная и ответственная задача, так как для правильного выбора рабочих органов машины необходим учет большого числа факторов, определяющих условия эксплуатации, а ошибочный выбор исполнительного органа делает неработоспособной всю машину. К исполнительному органу угледобывающей машины предъявляется ряд требований, среди которых можно выделить следующие: 1) обеспечение возможно большей производительности выемочной машины; 2) возможно меньшая энергоемкость процесса разрушения калийной руды; 3) минимальное образование штыба, отсутствие чрезмерного измельчения калийной руды; 4) максимальный к. п. д.; 5) приспосабливаемость к изменяющейся мощности пласта; 6) отсутствие значительных динамических нагрузок при работе; 7) небольшие основные размеры; 8) высокая прочность и износостойкость; 9) работа исполнительного органа не должна нарушать устойчивость машины; 10) возможно меньшее пылеобразование при работе. Степень удовлетворения этих основных требований определяет качество исполнительного органа машины. |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
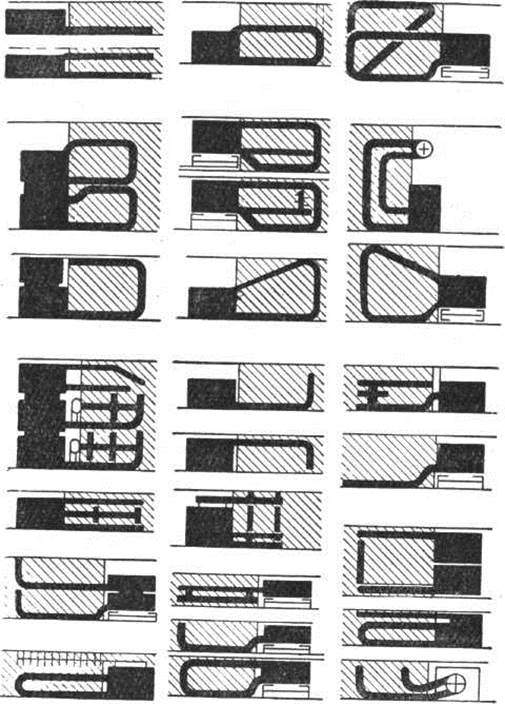
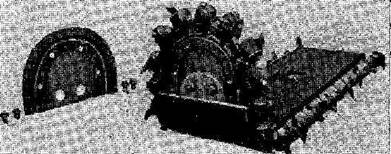
Врубовые исполнительные органы получили весьма широкое распространение в современных машинах. Они применяются, как отдельно (во врубовых машинах и баровых комбайнах), так и в комбинации с другими типами исполнительных органов (штангами, барабанами, шнеками, коронками). Врубовые исполнительные органы оформляются обычно в виде баров, оснащенных режущими цепями, которые прорезают в кровле, в боковых стенках глубокие щели-врубы, форма которых определяется формой направляющих бара. Основные разновидности форм врубовых исполнительных органов, получившие применение на русских и зарубежных угледобывающих машинах, приведены на рис.1 |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
Рис.1 Основные разновидности форм врубовых исполнительных органов |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
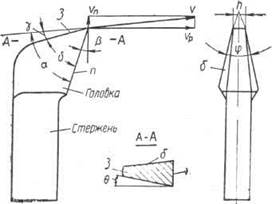
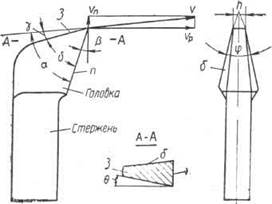
Несмотря на значительное разнообразие форм, врубовые исполнительные органы состоят из аналогичных составных частей, среди которых можно выделить следующие основные: резцы, режущие цепи и направляющие рамы с направляющими и натяжными устройствами, трубопроводами и форсунками орошения. Ниже приводится описание основных составных частей врубовых исполнительных органов , их конструктивные варианты, а также способы подвески исполнительного органа к корпусу машины. РезцыРезцы являются рабочим инструментом машины, их износ и поломка могут существенно снизить техническую производительность машины и производительность труда, так как замена резцов в забое занимает много времени, а необходимые при этом частые включения электродвигателя приводят к перегреву его обмоток пусковыми токами. Поэтому правильному выбору резцов следует уделять особое внимание. Форма типового резца врубового исполнительного органа показана на рис.2
Рис. 2 Форма резцов врубового исполнительного органа: п— передняя грань; з — задняя грань; б — боковая грань; β — передний угол; а — угол резания; δ — угол заострения; φ — угол заострения боковых граней; γ — задний угол; θ — угол наклона боковых граней; h— ширина режущей кромки . |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
Основными углами, определяющими геометрию головки резца, являются угол заострения d, передний угол b и угол заострения боковых граней j. Величина основных углов определяется условиями зарубки и крепостью породы. Для мягких пород применяют резцы со сравнительно большими передними углами (до 30°) и большим заострением головки. Такие резцы легко внедряются в породу, но имеют ослабленную головку, конец которой при увеличении крепости и наличии твердых включений легко обламывается. Поэтому в резцах для породы средней крепости угол заострения увеличивается до 45-500 за счет уменьшения переднего и заднего углов, а в резцах для крепких и вязких пород принимают d = 70-750. |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
Режущие цепи Вторым важнейшим элементом врубового исполнительного органа является режущая цепь, в кулаках которой закреплены резцы. При выборе конструкции режущей цепи основное внимание следует уделять выполнению следующих основных требований. 1. Конструкция цепи должна обеспечивать наиболее высокий к. п. д. бара, так как через цепь передается значительная мощность и потери энергии в баре приводят, с одной стороны, к снижению производительности машины, а с другой — к повышенному износу самой цепи и направляющих бара. 2. Конструкция цепи должна обеспечивать возможно большее разрывное усилие, так как при работе исполнительного органа возможны значительные перегрузки, а замена вышедшей из строя цепи потребует больших затрат времени. 3. Расположение резцов на кулаках должно обеспечивать наиболее выгодный режим работы бара (максимальную производительность при допустимом износе резцов). В современных врубовых исполнительных органах получил распростране -ние ряд конструкций режущих цепей. Их можно классифицировать по назначению, конструкции и условиям работы. По назначению: а) одношарнирные, изгибающиеся в плоскости резания, применяемые на плоских барах; б) одношарнирные, изгибающиеся в плоскости, перпендикулярной плоскости резания, применяемые в кольцевых и контурнопетлевых барах; в) двухшарнирные, применяемые в изогнутых и ступенчатых барах, где требуется изгиб цепи в двух плоскостях. |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
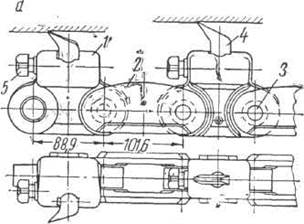
По конструкции: а) однопланочные цепи, в которых кулаки соединяются друг с другом одной планкой; б) двухпланочные цепи, в которых между соседними кулаками располагают ся две соединительные планки; в) беспланочные цепи, в которых кулаки соединяются непосредственно друг с другом. Наконец, по условиям работы цепи можно разделить на уравновешенные и неуравновешенные в продольном и поперечном направлениях. Уравновешенной в продольном направлении называется такая конструк- ция цепи, при которой усилия резания на резцах не вызывают разворота элементов цепи. Уравновешенной в поперечном направлении называется конструкция цепи, где усилия подачи на резцах не вызывают разворота элементов цепи. Разворот элементов неуравновешенных цепей может вызвать их заклинивание в направляющих бара и дополнительные силы сопротивления движению. Для продольного уравновешивания кулаки цепей снабжаются специальными упорами, препятствующими их отклонению в плоскости резания под действием реакции угля. Для поперечного уравновешивания применяют двухрезцовые кулаки с резцами, установленными симметрично и имеющими наклон в разные стороны. Рассмотрим основные конструктивные варианты режущих цепей для плос- ких баров. До последнего времени в советских врубовых машинах и плоских барах угольных комбайнов применялись неуравновешенные однопланочные (Копейского завода) и двухпланочные (Горловского завода) цепи. Элементы этих цепей показаны на рис. 3. |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
б
Рис. 3 Элементы режущих цепей для плоских баров: а — двухпланочная цепь Горловского завода; б — однопланочная цепь Копейского завода |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
Режущая цепь Горловского завода (рис.3, а) состоит из штампованных кулаков 1, имеющих отверстия для резцов, расположенные под углами 0, 10, 19 и 43° к плоскости резания, и планок 2, цилиндрические выступы (бонки) которых входят в проушины кулаков и соединяются друг с другом заклепками 3. Резцы 4 в кулаках закрепляются стопорными винтами 5, которые ввинчены в специальное резьбовое отверстие кулака со стороны, противоположной направлению движения. Кулаки и планки цепи изготавливаются из легированной стали 35ХГСА и подвергаются термообработке (кулаки полностью, а в планках только поверхность бонок). Соединение элементов цепи производится горячей клепкой. Завод оснащал такими цепями большинство своих врубовых машин (ГТК-Зм, ГТК-35м, ПМГ2, ПМГ-3); они применяются также в отрезных барах комбайнов «Донбасс» и в верхних плоских барах комбайнов УКМГ и др. Разрывное усилие этой цепи достигает 60 т. К достоинствам цепи следует отнести простоту изготовления, хороший вынос штыба (он скапливается между планками, откуда затем выталкивается зубом звездочки), отсутствие литых элементов. Однако эта цепь имеет и ряд недостатков, главные из которых следующие: 1) склепанные друг с другом планки цепи представляют собой раму и при растяжении цепи подвергаются сложному напряженному состоянию, причем возможно неравномерное распределение усилий между планками. Это снижает прочность цепи; 2) в шахтных условиях сборка и разборка цепи затруднена. Холодная клепка не обеспечивает надежного соединения; 3) цепь не уравновешена в продольном и поперечном направлениях. |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
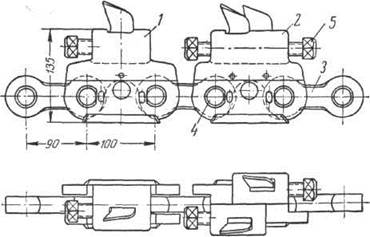
Копейский завод им. Кирова изготавливал для своих врубовых машин КМП-1, КМП-2 и КМП-3 однопланочные неуравновешенные цепи (рис.3,6). Они состоят из однорезцовых 1 и двухрезцовых 2 кулаков, планок 3, связанных с кулаками соединительными валиками 4, и пружинных колец. Кулаки отливаются из стали 35ХН с углами установки резцов в 0, 20, 35 и 45°. Для крепления резцов используются стопорные винты 5, причем в двухрезцовых кулаках эти винты устанавливаются с обеих сторон головки кулака. Планки штампуются из стали 35ХМА и подвергаются термообработке. Такая цепь легко собирается и разбирается в шахтных условиях, но она хуже выносит штыб и зуб звездочки при зацеплении с цепью должен выдавливать уголь из полости кулака (для этого служат специальные отверстия), повышая потери энергии в баре. Крупным недостатком цепи является наличие литых элементов. К недостаткам этой цепи, как и предыдущей, следует отнести неравенство шагов планок и кулаков (90 и 100 мм), что, как показывают проведенные исследования , может приводить к появлению значительных дополнительных усилий в цепи за счет периодического изменения длины цепного контура. |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
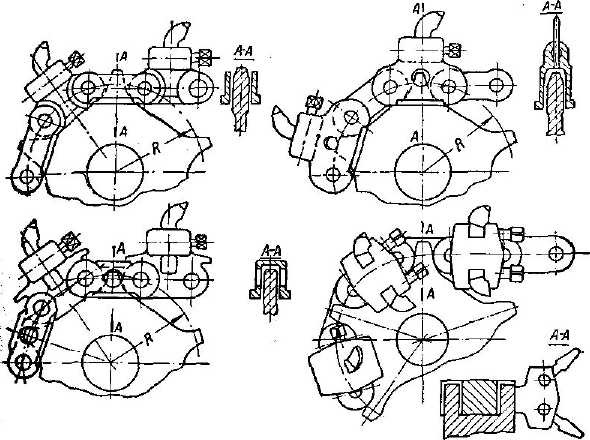
Из зарубежных конструкций двухшарнирных режущих цепей представляет интерес беспланочная цепь фирмы «Остин Хой». Бар с этой цепью показан на рис.4
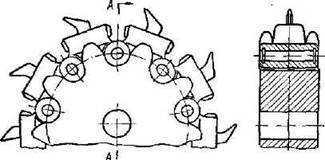
Рис.4Изогнутый бар фирмы «Остин Хой» с шарнирной режущей цепью Кулаки этой цепи соединены специальными шарнирными пальцами, имеющими на конце проушину, но штыри через палец здесь не пропускаются, цепь имеет гибкость при шаге звеньев 90 мм . Схемы зацепления различных типов режущих цепей с ведущими звездочками приведены на рис.5 |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
Рис.5 Схемы зацепления режущих цепей с ведущими звездочками |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
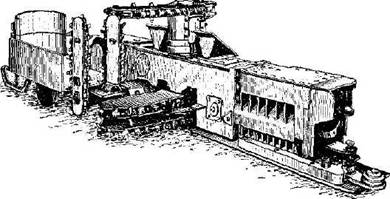
В некоторых типах угольных комбайнов исполнительный орган полностью состоит из плоских баров. В английском комбайне «Глостер-Геттер» фирмы «Джой-Сулливан» (рис.6) исполнительный орган включает пять плоских баров (три горизонтальных и два вертикальных ) .
Рис.6 Угольный комбайн «Глостер-Геттер» Многобаровые комбайны, разрушающие уголь с поверхности забоя по всей мощности пласта,известны и в зарубежной практике. На рис.6 показан исполнительный орган орган английского комбайна «Мульти-Джиб» фирмы «Мейвор и Коулсон». Он состоит из четырех параллельных плоских баров, причем верхний и нижний бары приводятся от редуктора режущей части машины, а внутренние бары — от режущих цепей нижнего и верхнего баров. |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
Рис.7 |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
1.2 Описание разработанного изделия Конструкция и выбор основных параметров бара. Характерной особенностью работы цепного бара является резание сильвинита во врубовой щели большим числом резцов с малыми параметрами отделения. Поэтому из врубовой щели выходит до 80% штыбовых фракций (менее 6 мм). Глубина врубов зависит от свойств массива и окружающих его пород и составляет 1-2 м. Цепной бар состоит из режущей цепи и направляющей рамы, которая служит для направленного движения цепи и удержания ее у забоя. Плоский бар представляет собой конструкцию из верхней и нижней плит и продольных брусьев (Рис.8). Вместе с планками такая конструкция образует направляющий ручей, в котором располагается режущая цепь, оснащенная резцами. Коренным брусом бар крепится к седловине, расположенной в корпусе редуктора режущей части и обеспечивающей поворот бара в плоскости пласта на 180˚. Полный набор резцов в цепи представляет собой несколько «елочек». Резцы при работе перемещаются по определенным траекториям – линиям резания. Примем семилинейную цепь. Определенная система установки резцов в кулаках называется схемой набора рабочего инструмента. При установке всех резцов в режущей цепи схема набора называется полной. Разрежением схемы набора достигается увеличение параметров резания и снижение удельной энергоемкости процесса разрушения, уменьшается выход штыбовых фракций и пыли. |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
Рис. 8 1- 2 – верхняя и нижняя плиты 3 – продольные брусья 4 – режущая цепь 5 – коренной брус 6 - резцы |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
2.2 2.2.1 Расчет параметров цепи и звездочки Цепной бар в процессе работы имеет два вида движения: поступательное со скоростью подачи машины vп, которое является переносным, и относительное со скоростью резания vр которое является прямолинейным у баровых исполнительных органов ( с переходом во вращательное на участках изменения направления движения). Скорость резания vр на прямолинейном участке движения цепи определится из выражения Vр= πDз nз, где Dз – диаметр начальной окружности ведущей звездочки, м; nз - частота вращения ведущей звездочки, 1/с; Существует понятие оптимальной скорости резания, которая соответствует минимально возможной скорости резания по фактору заштыбовки. Уменьшение скорости резания ниже оптимальной приводит к тому, что образующийся при работе штыб не успевает выноситься режущей цепью из врубовой щели. Увеличение же скорости резания сверх оптимальной приводит к повышенному пылеобразованию. Оптимальная скорость резания vр.опт. (м/с) может быть определена по формуле
|
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
Это выражение получено из условия Qш.у = Qш – Qш.о , где Qш — объем зарубного штыба, образующегося за 1 с при работе бара м3; Qш.о – объем штыба, остающийся при движении бара в зарубной щели (в зазорах между плитами бара и сильвинита) м3/с ; Qш.у – объем штыба, удаляемого режущей цепью, м3/с; L = 1,8 м – длина зарубной щели; h = 0,1 м – толщина направляющей рамы бара; b = 0,07 м – усредненный вылет резцов от направляющей рамы бара; γ = 1.9 – коэффициент объемного расширения сильвинита; ε = 0,3 – коэффициент заполнения активного сечения зарубной щели; H = 0,15 м – высота врубной щели; vп = 1 м/мин – скорость подачи машины. Оптимальная скорость резания
Глубина резания h (мм), выраженная через скорость nп резания и подачи
Lц – длина режущей цепи, м , для бара с шагом звеньев 88,9 мм. Тогда шаг резания T = tц m =88,9*9=801 мм Количество резцов в линии реза примем равным 4. |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
2.3. Расчет мощности двигателя. Мощность приводного двигателя
где h - к.п.д. передаточных механизмов между двигателем и рабочим органом. Сила резания зависит от толщины стружки и сопротивляемости резанию породы, которая лежит в пределах 240-4500 Н/см. Средняя толщина среза hср = где одной линии реза, м; m – число линий резания; nдв - число двухзубковых кулаков в одном комплекте набора резцов; Средняя ширина среза
где Нщ – ширина щели, м ; m – число линии реза . Число одновременно работающих резцов nр.р = где L – глубина щели, м . Среднее сечение среза Sср = hср * tср = 0.4 * 1,67 = 0,668 см2 . |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
Сила резания острым резцом Zо.ср= где А – сопротивляемость породы резанию, Н/см ; b – ширина кромки резца, см ; y – угол бокового развала, зависящий от хрупкости породы и толщины стружки; Кt/h – коэффициент соотношения размеров ширины и толщины среза; Кd - коэффициент угла резания; Кот – коэффициент отжима. Усилие отжатия резца от забоя Y1 = Rсж * Sзат* Коб = 2700*0,3* 1,5 = 1215 Н , где Rсж – временное сопротивление породы одноосному сжатию, Н/см2; Sзат – проекция площадки затупления на плоскость резания, мм2 ; Коб – коэффициент объемности напряженного состояния на площадках трения. Усилие резания затупленным резцом Zт.ср = Zо.ср + f ´ * Y1 = 238 + 0,38 * 1215 = 701 Н , где f ´ - коэффициент трения . Критическая скорость подачи Vп.кр =
0,77 Число кулаков, участвующих одновременно в выносе штыба
|
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
Тяговое усилие на ведущей звездочке найдем методом обхода по контуру 4 3
1 2 Сопротивление на участке 1-2 холостой ветви W1-2 = К1 * L1 = 300 * 1,8 = 540 Н где К1 – сопротивление на прямолинейном участке холостой ветви, зависящее от трения об направляющее, собственного веса цепи и от сопротивления штыба L1 – длина бара, м. При начальном натяжении цепи в т. 1, равном нулю, натяжение в т.2 S2 = W1-2 = 540 Н . Натяжение цепи в т. 3 S3 = S2 * l Где l - коэффициент обхвата криволинейной направлющей( на утюге бара); f1 – коэффициент трения ; r – радиус валика в шарнире цепи ; R – радиус утюга. 2 – показатель степени учитывает двойной перегиб цепи при входе на утюг и при выходе с последнего . |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
Сопротивление на рабочей ветви W 3-4 =( Zт.ср + m Y1) * nр. = (701 + 0,35 * 1215) * 16 =18020 Н , где m - коэффициент трения основания кулака по направляющей бара; nр – число резцов на прямом участке рабочей ветви Натяжение цепи в точке 4 S4= S3 + W 3-4= 1363 + 18020 = 19383 Н Максимальное статическое натяжение цепи Pр= Smax = S4
* (1+ С учетом потерь в муфте и редукторе привода цепи примем двигатель 2ЭДКО4-110 N= 110 кВт n=1500 мин-1, V=660 В (трехфазный, взрывобезопасного исполнения, водоохлаждаемый). Примем для передачи крутящего момента от двигателя к звездочке планетарный редуктор с передаточным числом Iр= 10, тогда частота вращения ведущей звездочки составит 149 мин-1. Диаметр начальной окружности звездочки Dз при скорости резания Vр=2,2 м/с составит Dз= 0,28 м. |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
2. Расчеты 2.1 Общий расчет сборочный единицы 2.1.1 Расчет редуктора поворота бара Для нормальной работы примем на входном валу редуктора, который приводится в движение гидромотором, частоту вращения примем 205 об/мин. Тогда общее передаточное число привода составит 256. Разбиваем привод на ступени: первая – цилиндрический редуктор, вторая – двухступенчатый планетарный редуктор, третья - зубчатая передача для поворота рамы бара . Передаточное число первой ступени U1,3 = U1,2 * U2,3 = Частота вращения выходного вала первой ступени n3 = Передаточное число второй ступени U4,6 = 1 + Частота вращения выходного вала второй ступени n3 = Передаточное число третьей ступени U7,9 = 1 + Частота вращения выходного вала третьей ступени n8 = |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
Передаточное число открытой зубчатой передачи U10.11 = Частота вращения вала редуктора поворота бара nвых = 2.1.2 Расчет редуктора привода режущей цепи На входном валу одноступенчатого планетарного редуктора, который приводится в движение электродвигателем, имеем частоту вращения 1490 об/мин. Передаточное число редуктора U1,3 = 1 + Частота вращения вала редуктора привода режущей цепи nвых = |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
В нашем случае примем тяговую цепь М112 по ГОСТ 588-81. Основными геометрическими характеристиками цепей являются шаг t, расстояние b3 между внутренними пластинами и диаметр Dц катков . Диаметр элемента зацепления цепи Dц = 36 мм Ширина пластины цепи (наибольшая) h = 25 мм Расстояние между внутренними пластинами цепи b3 = 31 мм Цепи, подвергающиеся перегрузкам при пуске или находящиеся под воздейст- вием ударных рабочих нагрузок, проверяются на прочность по условию kуд * S4 £ Fраз / s , где kуд - коэффициент ударной нагрузки; Fраз – разрушающая нагрузка; s – запас прочности; S4 – полезная сила. 1,2 * 19383 £ 112000/ 4 23259,6 £ 28000 Условие выполнено. Радиус закругления зуба rз = ( t - 0.5* Dц – 0.5e)*cos g = ( 88,9 – 0,5*36 – 0,5*4,4) * cos 15 = 66.45 мм , где e – cмещение центров дуг впадин , g - половина угла заострения . Расстояние от вершины зуба до линии центров дуг закругления hз = 0.8* Dц = 0.8* 36 = 28.8 мм Геометрическая характеристики зацепления l= |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
Шаг зубьев звездочки t = t z = 88.9 мм Число зубьев звездочки z = 10 Диаметр делительной окружности В шагах dt = cosec 180/z = cosec 180/10 =3.2361 В мм dд = dt * t = 3.2361* 88.9 =287.69 мм Диаметр окружности впадин Di = dд - Dц = 287,69 – 36 = 251,69 мм Диаметр наружной окружности De = t * ( k + kz – 0.31/l) = 88.9 * ( 0.56 + 3.08 – 0.31/2.47) = 312.44 мм где к - коэффициент высоты зуба кz = сtg 180/z = ctg 180/10 = 3.08 - коэффициент числа зубьев Радиус окружности впадин r = 0.5 Dц = 0.5 * 36 = 18 мм Ширина зуба звездочки однорядной b1 = 0.93b3 –0.15 = 0.93 * 31 – 0.15 = 28.68 мм Профилирование зубьев звездочки для тяговой цепи выполняют по ГОСТ 592-81. Звездочка изготовлена из легированной стали 45. |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
2.2.2 Расчет параметров резца Принимаем резец для врубовой машины 3Н ГОСТ 4617- 53 рис.9
Рис.9 Форма резцов врубового исполнительного органа: Резец изготавливаем из полосовой инструментальной стали У7. Для повышения стойкости резцов на переднюю и заднюю грань армируем пластинки и керны из металлокерамических сплавов, содержащих карбиды вольфрама на кобальтовой основе. По ГОСТ 4617-53 предусматривается армировка резцов 3Н пластинками из твердых сплавов ВК8. п— передняя грань; з — задняя грань; б — боковая грань; β = 130 — передний угол; δ = 720 — угол заострения; Угол резания α = 900 – β –
arctg Задний угол γ =
90 - β – δ - arctg φ = 470 — угол заострения боковых граней; h= 2,5 мм — ширина режущей кромки . Длина резца 95 мм Размеры сечения стержня 12х25 мм |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
3.Использование изделия в производственных условиях В РУП«ПО«Беларуськалий» при охране горных выработок компенсацион- ными щелями применяется цепной бар. Данный цепной бар имеет ряд преимуществ по сравнению с другими исполнительными органами: высокую производительность ; при работе бара в контакте с горной породой одновременно находится большое количество резцов, причем на каждый резец приходится сравнительно небольшое усилие; высокую скорость резания . Врубовые исполнительные органы получили весьма широкое распростране- ние в современных машинах. Большое количество врубовых машин применяется зарубежом. Однако, несмотря на широкое распространение , исполнительный орган является несовершенным механизмом . К основным недостаткам его относятся следующие: малый коэффициент полезного действия бара ( часть энергии расходуется на трение цепи о направляющие бара и на циркуляцию штыбового потока во врубовой щели); надежное отделение породы достигается лишь при значительной удельной длине врубовых щелей, что связано с измельчением породы, а следовательно с затратами энергии; износ режущей цепи и направляющих бара. Разработки по усовершенствованию конструкции цепного бара ведутся до сих пор. |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
Заключение Метод охраны горных выработок компенсационными щелями используется в горнодобывающей промышленности многих стран мира. Для его осуществления требуется производство высокопроизводительных машин. Многие ведущие фирмы производят врубовые машины, где врубовые исполнительные органы оформлены в виде цепных баров. Производители предлагают горной промышленности универсальные врубовые машины на гусеничной или колесной ходовой части, с различными по форме и конструкции барами. Щеленарезные машины используются в горнодобывающей промышленности на протяжении нескольких десятилетий и их дальнейшее применение на настоящем этапе целесообразно и оправдано. |
|||||||||
|
Лист |
|||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.





 .
. =2,2 м/с.
=2,2 м/с.
 мм где
мм где  — число резцов
в линии резания;
— число резцов
в линии резания; 2*
2* кВт ,
кВт ,
 ;
; ;
; ,
,
 ,
, = 19876 Н
= 19876 Н =
= 3,9 .
3,9 . об/мин .
об/мин . .
. об/мин .
об/мин . .
. об/мин
об/мин 
 об/мин
об/мин
 об/мин
об/мин