|
Автор |
Источник |
|
|
Характеристика |
|
Мерчант, Трент |
[стр. 33, 8] |
|
|
Получена на основании принципа минимума энергии для любого материала. Предполагается, что угол трения |
|
Оксли |
[стр. 43, 8] |
50° |
0.8 |
Эмпирически построенная формула на основе численного решения уравнения (1). Экспериментальная проверка показала лучшую сходимость. |
|
Ли, Шаффер, Шоу, Кук, Финни |
[стр. 50, 8] |
|
1 |
Получена из анализа поля напряжения стружки, передающего
силы резания от УПС на |
|
Зворыкин К. А. |
[стр. 130, 6] |
С/2 |
|
С – постоянная (для стали и чугуна |
|
Силин С. С. |
[[34] со ссылкой на [35]] |
|
1 |
Аналогична формуле Оксли. |
В случае нестационарного процесса резания, т. е. при переменных толщине среза, углах лезвия, скорости резания и т. д. необходимо учитывать изменение указанных величин во времени и его влияние на угол сдвига. К сожалению, обзор литературы показал на недостаток таких работ.
|
Рисунок 1.6– К определению угла сдвига при переменной толщине среза |
Рядом автором (Кейнт и Гупта [[36]], Шоу, Кошияби и др.) отмечается, что в случае переменной толщины среза мгновенная величина угла сдвига описывается формулой:
![]() , (
1.7)
, (
1.7)
где d - угол наклона поверхности; ![]() –
коэффициент, который согласно различных исследований [36] может принимать значения от 0.2 до 1 в зависимости от угла сдвига
–
коэффициент, который согласно различных исследований [36] может принимать значения от 0.2 до 1 в зависимости от угла сдвига ![]() .
.
Применение технологии тангенциального точения рационально в массовом и крупносерийном производстве для обработки фасонных поверхностей коротких тел вращения, что позволяет повысить производительность обработки, точность и качество обработанной поверхности. Более того, исследования кафедры металлорежущих станков и инструментов Сумского государственного университета показали, что применение СОТС снижает потребительские свойства процесса ТТ, и следовательно, нет необходимости в применении СОТС при ТТ. Именно поэтому процесс ТТ является экологически чистым процессом обработки и, следовательно, перспективным для применения в при обработке коленчатых валов, подшипников, зубчатых колес и других деталей машин.
Интересно отметить, что принцип тангенциального точения может быть реализован на различных станках для обработки различных поверхностей вращения и, следовательно, может называться «обточка протяжкой», «бесцентровое точение» и т.п. Наиболее широкое применение процесс получил в автомобильной промышленности для обработки шеек коленчатых валов (известны станки фирм HELLER, Komatsu Ltd. и др., которые применяются ведущими производителями автомобилей[1]), хотя и разработано оборудование и для обработки колец подшипников, зубчатых колес, внутренних поверхностей втулок и др. деталей машин [[37], [38]]. В мировой практике процесс ТТ считается финишным процессом обработки, после которого, как правило, следует чистовое шлифование или накатывание.
Основные причины ограниченного применения это процесса в отечественном машиностроении, по-видимому, связаны с недостаточной изученностью этого процесса, отсутствием базы данных для выбора оптимальных условий обработки, малой гибкостью традиционной технологии ТТ, что не выгодно для производства в рыночных условиях.
Как уже отмечалось, автомобильная и подшипниковая промышленность являются отраслями, в которых благодаря массовому и крупносерийному производству внедрены высокосовершенные и автоматизированные процессы. Именно в сравнении с современными технологическими процессами этих отраслей целесообразно определять технико-экономические показатели и определять экономическую эффективность внедрения ТТ.
|
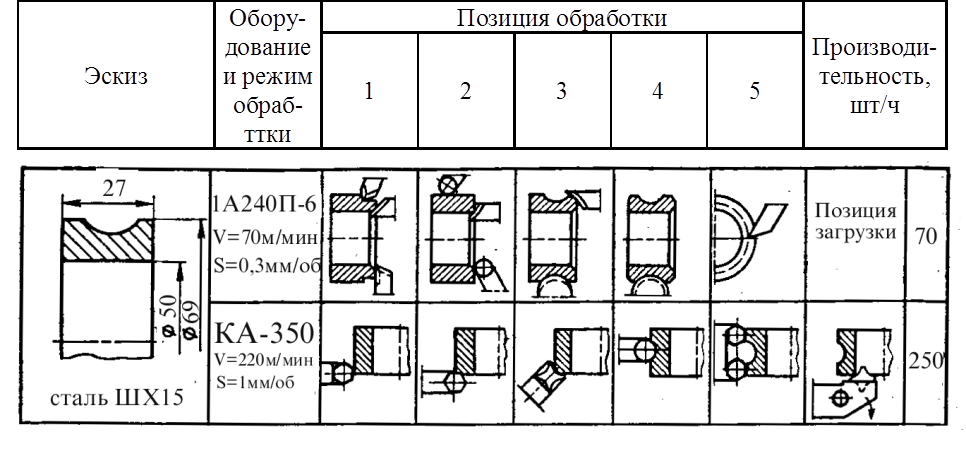
Рисунок 2.1 – Сравнительная характеристика токарной и тангенциальной обработки кольца подшипника 310 ГОСТ 8338-75 по данным |
Экономическую эффективность внедрения процесса ТТ покажем на примере обработки кольца подшипника. Для этого рассмотрим несколько вариантов построения технологического процесса обработки наружной поверхности этой детали.
В массовом и крупносерийном производстве подшипниковые кольца (материал сталь ШХ15), как правило, обрабатываются на горизонтальных многошпиндельных токарных автоматах из труб или штучных заготовок, раскатанных методом поперечно-винтовой прокатки.
Типовой процесс токарной обработки подшипниковых колец на многошпиндельных автоматах состоит из двух операций: на первой обрабатывается торец, цилиндрическая поверхность и фаски, на второй - фасонная поверхность, другой торец и фаски (рисунок 2.1). Режимы обработки твердосплавным инструментом: скорость резания 90 м/мин, подача – 0.3 мм/об. Обработка осуществляется на шестишпиндельных токарных автоматах мод. 1А240П-6 (штучная заготовка) и мод. 1А290-6 (труба).
Предлагается технология основанная на применении 12-шпиндельного токарного автомата попутного точения КА-350 (рисунок 2.1). Обработка деталей осуществляется непрерывно при медленном вращении шпиндельного блока с вращающимися шпинделями относительно неподвижного инструмента. Предварительная обработка наружной поверхности внутреннего кольца осуществляется по прогрессивной схеме проходными резцами; окончательная по профильной схеме фасонными резцами. Для полной обработки поясков и торца, а также для предварительной обработки желоба и внутренней фаски использован только один тип пластины – шестигранный по ГОСТ 19067-83. Окончательная обработка осуществляется стандартными круглыми пластинами. К сожалению, конструкция станка мод. КА-350 требует применения штучной заготовки. Следовательно для обеспечения ТП необходимо применение дополнительных, хотя и очень простых и относительно дешевых, станков для подготовки или изготовления штучной заготовки. Поэтому возможные технологические процессы, представленные в таблице 2.2. Годовая программа 2000000 шт.
В предложенных вариантах предполагается, что основная обработка осуществляется на станка КА-350, а на всех предыдущих операциях выполняется подготовка штучной заготовки. Этим объясняется наличие дополнительного оборудования в вариантах №3, №4, №5.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.