По скорости обработки процессы резания делятся на [[15]]: 1) резание при микроскоростях (малое приращение скорости резания не приводит к заметному увеличению температуры); 2) обычное резание (при обычно применяемых на практике скоростях); 3) резание при высоких и сверхвысоких скоростях. Для каждого из этих классов обработки характерны свои особенности в механике резания.
|
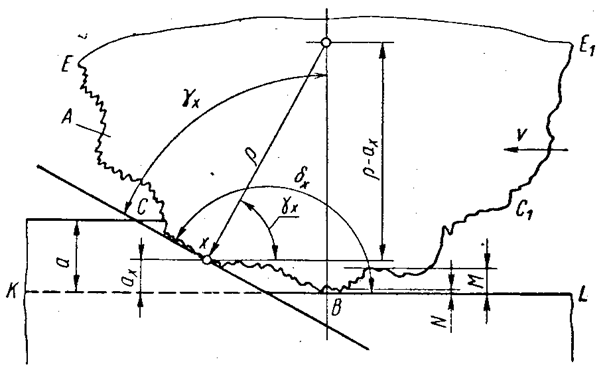
Рисунок 1.2 – Схема шлифующего зерна при микрорезании [17]: А – основной царапающий элемент; М – микровыступ; N – субмикровыступ; KL – линия среза |
Общепринято считать [6, [16]], что толщина ![]() и ширина
и ширина ![]() сечения
среза представляют собой физические размеры сечения среза и в общем случае
могут зависеть от времени обработки. Для каждого вида обработки указанные
параметры определяются исходя из конкретной кинематики формообразования и
снятия припуска [13] процесса обработки. Ясно, что возможны случаи, когда
толщина среза
сечения
среза представляют собой физические размеры сечения среза и в общем случае
могут зависеть от времени обработки. Для каждого вида обработки указанные
параметры определяются исходя из конкретной кинематики формообразования и
снятия припуска [13] процесса обработки. Ясно, что возможны случаи, когда
толщина среза ![]() настолько мала, что
резание, как процесс отделения стружки, не происходит. В этом случае материал
заготовки, пластически деформируясь, как бы подминается под заднюю поверхность
(рисунок 1.2). Теоретически и экспериментально
установлено [[17]],
что для достаточно пластических материалов снятие стружки при повышенных
скоростях резания возможно при средних отрицательных передних углах не выше g = -45¸-50°, чему соответствует отношение
настолько мала, что
резание, как процесс отделения стружки, не происходит. В этом случае материал
заготовки, пластически деформируясь, как бы подминается под заднюю поверхность
(рисунок 1.2). Теоретически и экспериментально
установлено [[17]],
что для достаточно пластических материалов снятие стружки при повышенных
скоростях резания возможно при средних отрицательных передних углах не выше g = -45¸-50°, чему соответствует отношение  . Ермаков Ю. М. отмечает, что в
области малых толщин среза, в момент окончания формирования обработанной
поверхности, возникают вибрации, повышающие шероховатость и уменьшающие
стойкость инструмента [[18]].
. Ермаков Ю. М. отмечает, что в
области малых толщин среза, в момент окончания формирования обработанной
поверхности, возникают вибрации, повышающие шероховатость и уменьшающие
стойкость инструмента [[18]].
В литературе отмечается [[19], 7, 8], что при изучении и моделировании процессов резания все виды обработки можно свести к двум основным простейшим схемам обработки: классическому прямоугольному или косоугольному однолезвийному резанию и, соответственно, рассматривать либо плоскую задачу, либо пространственную. При этом параметры геометрической модели рассчитываются по приведенным выше соотношениям и в дальнейшем полученные результаты интерпретируются с учетом специфики изучаемого процесса.
1.2 Физическая модель процесса резания
Как уже отмечалось [[20]], в процессе резания происходит формоизменение заготовки (статистически однородной по своим свойствам (в первом приближении) системы) в готовую деталь – систему с распределенными параметрами, то есть с набором новых характеристик, например, характеристик физико-механического состояния, химического состава поверхностного слоя и их неоднородным распределением в объеме детали.
Для общей оценки такой системы пользуются интегральными параметрами. С этой точки зрения пластическая деформация и упрочнение обрабатываемого материала в зоне резания достаточно полно описывается такими функциональными параметрами, как действующее напряжение, время деформирования, температура и др. С их помощью можно оценить составляющие силы резания, напряжения на передней и задней гранях лезвия инструмента, удельную энергоемкость процесса, рассчитать интегральную характеристику физико-механического состояния упрочненного материала (скрытую энергию деформирования), а также относительную деформацию, плотность дислокаций, глубину упрочнения и др.
Общие представления о механике стружкообразования при
резании металлов можно кратко охарактеризовать схемой, приведенной на рисунке 1.3. Известно [6], что процесс превращения срезаемого слоя в стружку в общем
случае представляет собой процесс направленного
разрушения материала заготовки лезвием путем создания
напряженно-деформированного состояния в срезаемом слое и заготовке, сопровождающегося
упругими и пластическими деформациями, образования трещин и последующего
разрушения, которое в зависимости от состояния материала при условиях обработки
может быть либо вязким, либо хрупким [[21], [22]]. При этом лезвие
непосредственно контактирует со срезаемым слоем, стружкой и заготовкой, что
приводит к возникновению контактных процессов на его поверхностях, а в области,
расположенной у режущей кромки, застойной зоны, которая при определенных
условиях может преобразоваться в нарост. Таким образом, в системе резания при
описанных выше процессах совершается работа, затрачиваемая на деформирование и
разрушение материала срезаемого слоя при превращении его в стружку и работа,
главным образом связанная с трением на контактных поверхностях [6, 22, [23] и др.]. В соответствии с первым законом термодинамики
вся работа сил резания ![]() расходуется на запасение
энергии упругой деформации
расходуется на запасение
энергии упругой деформации ![]() (в прирезцовых
слоях стружки, поверхностном слое заготовки, контактных слоях инструмента) и
выделение теплоты в системе
(в прирезцовых
слоях стружки, поверхностном слое заготовки, контактных слоях инструмента) и
выделение теплоты в системе ![]() [[24]], приводящее к
процессам распространения теплоты в системе резания и подчиняющееся уравнению
теплопроводности и теплового баланса [[25]]. Согласно исследованиям
Г. И. Епифанова и П. А. Ребиндера, доля поглощенной энергии упругой деформации
[[24]], приводящее к
процессам распространения теплоты в системе резания и подчиняющееся уравнению
теплопроводности и теплового баланса [[25]]. Согласно исследованиям
Г. И. Епифанова и П. А. Ребиндера, доля поглощенной энергии упругой деформации
![]() в процессе резания при традиционно
применяемых скоростях составляется 3%, а остальное переходит в теплоту, которая
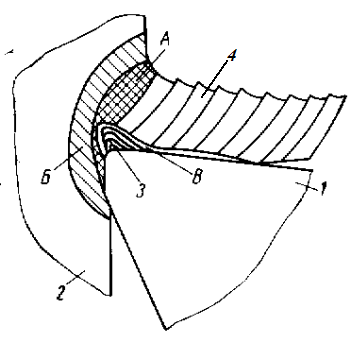
выделяется в основном в зонах А, Б, В (рисунок 1.3), а также по поверхностям
контакта инструмента с заготовкой и стружкой.
в процессе резания при традиционно
применяемых скоростях составляется 3%, а остальное переходит в теплоту, которая
выделяется в основном в зонах А, Б, В (рисунок 1.3), а также по поверхностям
контакта инструмента с заготовкой и стружкой.
|
Рисунок 1.3 – Схема зоны стружкообразования при резании материалов 1 – инструмент; 2 – заготовка; 3 – нарост; 4 – стружка |
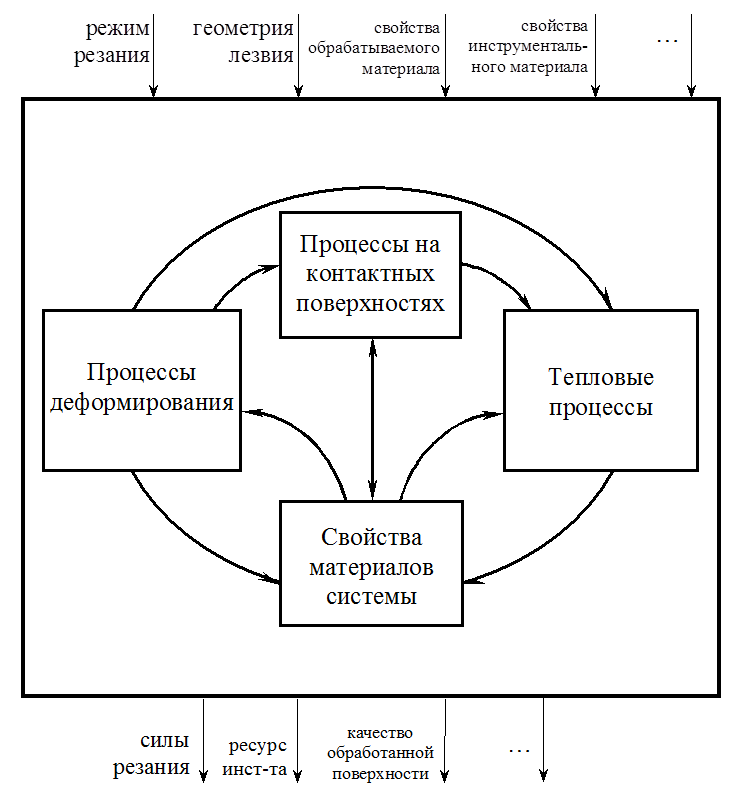
Таким образом, получаем замкнутую систему (систему резания), в которой происходящие процессы взаимно обуславливают характер протекание каждого из них и влияют друг на друга (рисунок 1.4). В процессе обработки СР отклоняется от термодинамического равновесия и самоорганизуется. В результате в зоне стружкообразования формируются новые диссипативные структуры, которые определяются механизмы деформирования срезаемого слоя, тип стружки и устойчивость процесса резания. Однако вследствие обратных связей между СР и ДСС процесс самоорганизации в Т-системе будет осуществляться на различных уровнях. Наличие обратных связей в Т-системе обусловлено как нелинейностью ДСС, так и СР.
|
Рисунок 1.4- Принятая физическая модель процессов в зоне стружкообразования |
1.2.1 Деформационные процессы в зоне стружкообразования
В настоящее время при построении модели разрушения срезаемого слоя абстрагируются от реального технологического процесса и рассматривают, как правило, классические плоскую модель прямоугольного свободного резания (такое допущение возможно поскольку ширина стружки по сравнению с шириной срезаемого слоя увеличивается незначительно [6]) или пространственную модель косоугольного свободного резания [8]. В дальнейшем результаты этих исследований распространяются на интересующий вид обработки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.