|
Таблица 8.2.2 – Расчет технологических размеров |
Средний скорректи-рованный размер, мм |
13 |
476.685 |
209.77 |
1137.45 |
1139.19 |
1148.9 |
487.9 |
218.75 |
|
Номинальный скор-ректирован-ный техно-логический размер, мм |
12 |
477-0.63 |
210-0.46 |
1138-1.05 |
1140-1.62 |
1166-19+3.7 |
487-1.9+3.7 |
218-1.5+3.0 |
|
|
Номинальный расчетный технологи-ческий размер, мм |
11 |
477.315-0.315 |
210-0.46 |
1137.525-1.05 |
1139.645-1.62 |
1165.6-1.9+3.7 |
474.05-1.9+3.7 |
218.05-1.5+3.0 |
|
|
Средний расчетный технологи-ческий размер, мм |
10 |
477 |
209.77 |
1137 |
1138.835 |
1144.05 |
476.85 |
215.8 |
|
|
Расчетные уравнения |
9 |
A2.2 = S3 |
A2.1 = S2 |
A1.2 = S1 |
A1.1 = A1.2 + Z1.2 |
A0.3 = A1.1 + Z1.1 |
A0.2 = Z2.2 + A2.2 + A2.1 + A1.1 - A1.2 +A0.1 |
A0.1 = Z2.1 + A2.1 + A1.1 - A1.2 |
|
|
Допуск, мм |
8 |
-0.63 |
-0.46 |
-1.05 |
-1.62 |
7.1 (-2.4+4.7) |
5.6 (-1.9+3.7) |
4.5 (-1.5+3.0) |
|
|
Индекс размера |
7 |
A2.2 |
A2.1 |
A1.2 |
A1.1 |
A0.3 |
A0.2 |
A0.1 |
|
|
Средний скорректи-рованный размер, мм |
6 |
1137.5 |
209.8 |
477 |
9.7 |
1.8 |
7.5 |
11.5 |
|
|
Допускае-мая коррек-тировка, мм |
5 |
-/+ 0.475 |
-/+ 0 |
-/+ 0.685 |
+ ¥ |
+ ¥ |
+ ¥ |
+ ¥ |
|
|
Средний расчетный размер, мм |
4 |
1137 |
209.77 |
477 |
4.86 |
1.835 |
4.315 |
7.43 |
|
|
Ожидаемая погрешность размеров, мм |
3 |
1.05 |
0.46 |
0.63 |
8.72 |
2.67 |
7.63 |
13.86 |
|
|
Величина и допуск размера, мм |
2 |
1138-2 |
210-0.46 |
477-1+1 |
0.5 |
0.5 |
0.5 |
0.5 |
|
|
Индекс размера |
1 |
S1 |
S2 |
S3 |
Z1.1 |
Z1.2 |
Z2.1 |
Z2.2 |
1) A1.2 – S1 = 0;
2) A2.1 – S2 = 0;
3) A2.2 – S3 = 0;
4) A1.1 – A1.2 – Z1.2 = 0;
5) A0.3 – Z1.1 – A1.1 = 0;
6) A0.1 – Z2.1 – A2.1 + A1.2 – A1.1 = 0;
7) A0.2 – Z2.2 – A2.2 – A2.1 + A1.2 – A1.1 + A0.1 = 0.
8.3 Расчет припусков на диаметральные размеры
Расчет припуска на диаметральный размер Æ57.0-0,074 выполнен на ЭВМ (таблица 8.3.1), припуски на остальные диаметральные размеры назначаем по ГОСТ 7829-70.
Таблица 8.3.1 – Расчет припуска на размер Æ57.0 -0,074
8.4 Расчет режимов резания
8.4.1 Расчет режимов резания для вертикально-фрезерной операции
Операция 030 Вертикально-фрезерная
Оборудование: станок вертикально-фрезерный модели 6Р13 (N = 11 кВт)
Инструмент: фреза концевая с коническим хвостовиком 2225-0195 ГОСТ4675-71 ()
1 Глубина резания t = 2 мм; ширина фрезерования В = 10 мм;
2 Подача
5.1 Составление вариантов технологического маршрута и выбор оптимального.
При современном многообразии технологических методов обработки, обеспечивающих одинаковые показатели качества обрабатываемой поверхности, одну поверхность можно обработать различными последовательно выполняемыми методами, которые будут отличаться по себестоимости и будут применены в различных типах производства; поэтому нужно выбирать такой маршрут обработки, который был бы применим в данном виде производства с минимальной себестоимостью.
На основе имеющихся данных таблицы 7.1.1, типа производства, особенностей обработки деталей типа вал, технологический процесс будем вести следующим образом.
Деталь шток-поршень имеет цилиндрическую форму, поэтому наиболее применимым методом обработки является точение. В связи с высокими требованиями, предъявляемыми к точности взаимного расположения поверхностей детали, точности положения отдельных размеров и низкой шероховатости поверхностей, механическую обработку детали необходимо вести в пять этапов: Э2 (черновой), Э3 (термический), Э4 (получистовой), Э8 (Чистовой 1-й), Э11 (чистовой 3-й). Данные обработки сводим в таблицу 7.5.1. На основании маршрута технологического процесса формируется процесс обработки шток - поршня. При этом укрупненные операции невозможно реализовать на одном оборудовании, поэтому укрупненные операции расчленяются на отдельные, называемые по наименованию станков. В технологическом процессе будут так же введены контрольные операции на всех стадиях обработки заготовки, согласно технических требований.
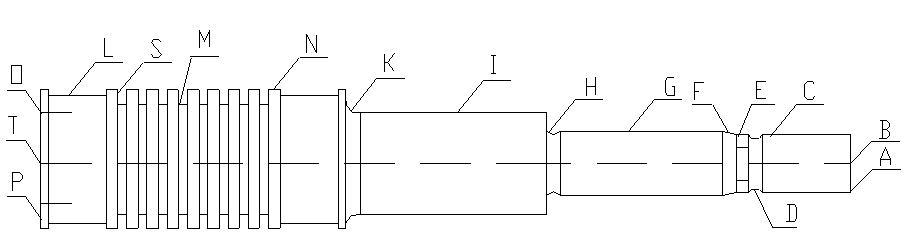
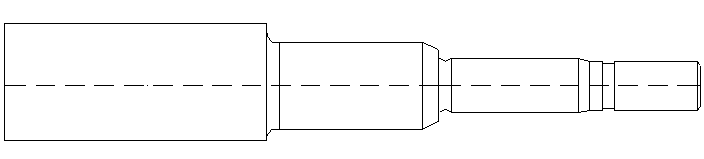
Рисунок 7.5.1 – эскиз детали шток-поршень.
Таблица 7.5.1 – этапы технологического процесса.
|
№ |
Наименование этапа |
Характер Этапа |
Наименование Операции |
A |
B |
C |
D |
E |
T |
G |
H |
I |
K |
L |
M |
N |
O |
P |
S |
|
Э2 |
Черновой |
Обдирка заготовки, Ra>=12.5 |
Фрезерная |
+ |
+ |
+ |
+ |
||||||||||||
|
Токарная |
+ |
+ |
+ |
+ |
|||||||||||||||
|
Токарная |
+ |
+ |
+ |
||||||||||||||||
|
Сверлильная |
+ |
||||||||||||||||||
|
Э3 |
Термический |
Стабилизирую- щий отпуск |
Термическая |
||||||||||||||||
|
Э4 |
Получистовой |
Получение размеров заготовки в пределах 11-13кв. Ra>=3.2 |
Токарная |
+ |
+ |
+ |
+ |
+ |
|||||||||||
|
Фрезерная |
+ |
||||||||||||||||||
|
Сверлильная |
+ |
||||||||||||||||||
|
Э8 |
Чистовой 1-й |
Точность 6-8 кв. Ra>= 0.4 |
Токарная |
+ |
+ |
+ |
+ |
||||||||||||
|
Шлифовальная |
+ |
+ |
+ |
||||||||||||||||
|
Шлифовальная |
+ |
+ |
|||||||||||||||||
|
Полировальная |
+ |
+ |
|||||||||||||||||
|
Токарная |
+ |
+ |
|||||||||||||||||
|
Токарная |
+ |
||||||||||||||||||
|
Резьбонакатная |
+ |
||||||||||||||||||
|
Э11 |
Чистовой 3-й |
Точность 5-6 кв. Ra>=0.1 |
Полировальная |
+ |
+ |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.