
12 Конструирование и расчет станочных приспособлений
12.1 Конструирование и расчет станочного приспособления для черновой токарно-винторезной операции
В качестве станочного приспособления для данной операции принимаем кулачковую оправку. Кулачковая оправка предназначена для установки и закрепления относительно толстостенных заготовок с черновыми или предварительно обработанными базовыми отверстиями. Они крепятся в конической расточке переднего конца шпинделя с помощью хвостовика с конусом Морзе или к фланцевым концам шпинделей с помощью фланцев или промежуточных фланцев. Точность центрирования не превышает 0,05-0,10 мм. Они выполняются с ручным или пневматическим зажимом.
Шпиндельные кулачковые оправки с пневматическим зажимом имеют центральное отверстие для размещения тяги пневмопривода. При тянущем режиме работы пневмопривода тяга смещается влево (см. чертеж) и тем самым сообщает радиальное перемещение клиньям, которые в свою очередь центрируют и закрепляют заготовку.
Для обеспечения нормальной работы приспособления необходимо произвести расчет клинового механизма и определить возможные силы зажима данного приспособления.
Принципиальная схема расчета данного механизма представлена на рисунке 12.1.
![]()
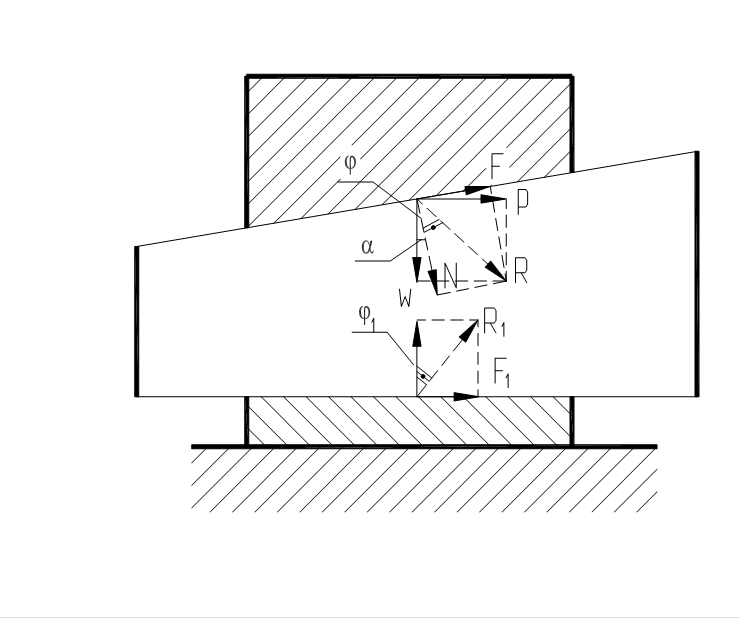
Рисунок 12.1 – Схема для расчета характеристик механизма с односкосым клином
Для механизма с трением на обеих поверхностях [14, с. 56]:
Р = W×tg(a+j); (12.1)
F1 = W×tg j1 ; (12.2)
Тогда: Q = P + F1 = W×[ tg(a+j) + tg j1]. (12.3)
Тогда суммарная сила зажима:
Wсум = Q/[ tg(a+j) + tg j1],
где Q – сила на штоке привода.
Клин и сопряженные к ним детали обычно выполняются из стали, с чисто обработанными (шлифованными) поверхностями. Для этих поверхностей принимаем: f = tg j = 0,15 [14, с. 52]. Тогда j = 8030’.
Тогда условия самоторможения будут (для клина с трением по двум поверхностям): a < 170.
При j = j1 = 8030’ :
Wсум = Q/[ tg(a+j) + tg j].
Принимаем a = 150.
Для клина запас самоторможения:
 (12.4)
(12.4)
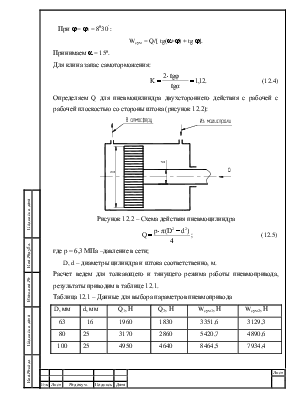
Определяем Q для пневмоцилиндра двухстороннего действия с рабочей с рабочей плоскостью со стороны штока (рисунок 12.2):
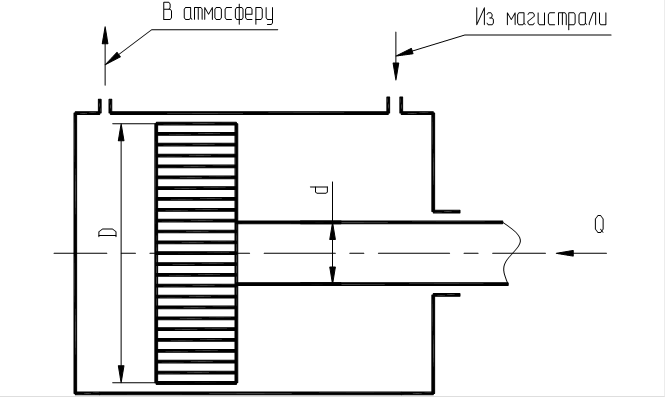
Рисунок 12.2 – Схема действия пневмоцилиндра
 (12.5)
(12.5)
где р = 6,3 МПа –давление в сети;
D, d – диаметры цилиндра и штока соответственно, м.
Расчет ведем для толкающего и тянущего режима работы пневмопривода, результаты приводим в таблице 12.1.
Таблица 12.1 – Данные для выбора параметров пневмопривода
|
D, мм |
d, мм |
Q1, Н |
Q2, Н |
Wсум1, Н |
Wсум2, Н |
|
63 |
16 |
1960 |
1830 |
3351,6 |
3129,3 |
|
80 |
25 |
3170 |
2860 |
5420,7 |
4890,6 |
|
100 |
25 |
4950 |
4640 |
8464,5 |
7934,4 |
Так как максимальная результирующая сила резания на данной операции равна R = 3100 Н , то можно выбрать подходящий пневмопривод для конкретных условий из данной таблицы 12.1.
Спроектированное приспособление предназначено для обработки внутренних цилиндрических поверхностей начерно и подрезки торца в размер 22±0,16 мм для подготовки баз для следующей операции.
12.2 Проектирование станочного приспособления для вертикально-фрезерной операции с ЧПУ
В качестве станочного приспособления на данной операции принимаем рычажный механизм. Рычаги используются в виде прихватов прижимных планок в винтовых зажимных устройствах или в качестве усилителей приводов.
Пример конструкции винтового рычажного механизма приведен для конкретной детали на чертеже ТМ.961056-05-00.00.СБ. Приспособление предназначено для фрезерования лысок и сверления отверстий Æ4,9 мм под резьбу.
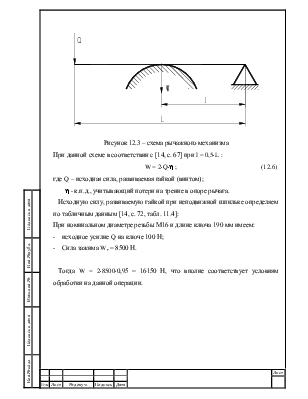
Для определения силы зажима приведем расчетную схему (см. рисунок 12.3).
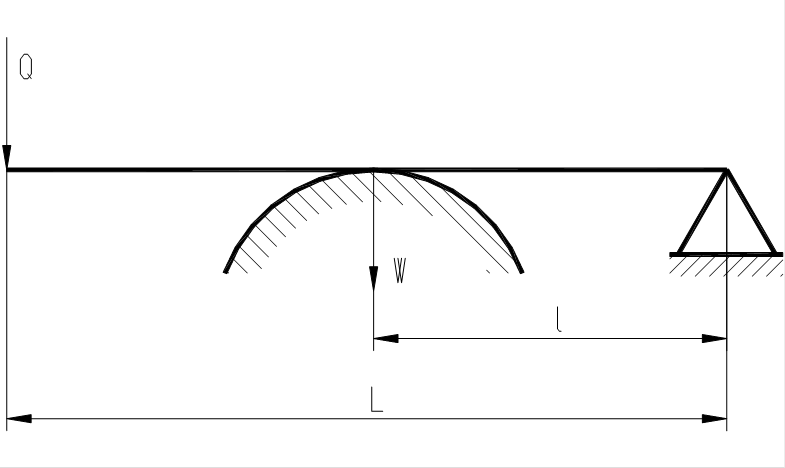
Рисунок 12.3 – схема рычажного механизма
При данной схеме в соответствии с [14, с. 67] при l = 0,5×L :
W = 2×Q×h ; (12.6)
где Q – исходная сила, развиваемая гайкой (винтом);
h - к.п.д., учитывающий потери на трение в опоре рычага.
Исходную силу, развиваемую гайкой при неподвижной шпильке определяем по табличным данным [14, с. 72, табл. 11.4]:
При номинальном диаметре резьбы М16 и длине ключа 190 мм имеем:
- исходное усилие Q на ключе 100 Н;
- Сила зажима Wг = 8500 Н.
Тогда W = 2×8500×0,95 = 16150 Н, что вполне соответствует условиям обработки на данной операции.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.