

10 Проектирование контрольно - измерительного приспособления
10.1 Цель проектирования КИП
Годовая программа выпуска Nгод = 1000 шт, это соответствует мелкосерийному типу производства.
Такт выпуска деталей при двухсменной работе tв = 240,9 мин.
Необходимость создания КИП для контроля соосности объясняется получением необходимой информации о состоянии процесса обработки и и качества изделия.
В целом контроль допуска соосностей трудностей не вызывает, так как контролируемые и базовая поверхности открытые и доступ к ним свободен.
10.2 Уточнение цели контрольной операции и организационно – технологических показателей
10.2.1 Выбор категории контроля
Выпускаемая продукция по своим показателям должна отвечать требованиям действующих ГОСТ, ОСТ, ТУ. Такую продукцию относят к первой категории качества.
Категория технической подготовки производства – 3.
Подготовка изделия в соответствии с требованиями оптимального качества с учетом экономичности и наибольшей рентабельности. Категория объектов технического контроля –3.
Проверка объектов контроля с требованиями экономически оптимального качества и наибольшей экономической эффективности
(ГОСТ 15467-79).
Производство подобного технологического класса деталей можно считать давно освоенным и устоявшимся. Поэтому принимаем нормальный режим контроля (ГОСТ 20736-75).
Установим следующие показатели:
- по объему – выборочный контроль;
- по времени – периодический;
- по структуре – однократный.
Точность соответствует IT14, IT7 – 50%
С учетом этого при выпуске при выпуске запланированного объема деталей подлежит проверке к контролю 500 деталей (50%)
10.2.2 Выбор контрольных точек измерения
Контролируемый параметр – отклонение от соосности. Не обязательно оговаривать на каком расстоянии расположить индикаторы.
10.2.3 Уточнение и анализ точностных параметров
За контролируемые поверхности принимаем Æ72f7 (-30/-60), Æ72f7 (-30/-60), Æ36h6 (0/-16), Æ60 h6(0/-19).
Измеряемые формы представляют собой цилиндрические поверхности, на чертеже детали особо не оговорены требования к точности формы поверхности, мы принимаем это значение равное полю допуска на размер.
Заданные допуск на несоосность составляет 0,03 мм, это соответствует установленной точности по ГОСТ 24643-81.
Определение конструктивно – технологических особенностей контролируемой детали
Деталь по конструктивным особенностям относится к телам вращения, по технологическим – к валам.
Масса детали – 26 кг
Материал – 38Х2МЮА ГОСТ 4543-71
10.2.4 Выбор схемы контроля
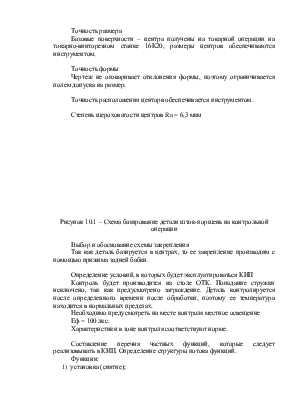
При рассмотрении различных вариантов схем базирования для контрольной операции я предпочел базировать деталь шток-поршень в центрах, так как эта схема базирования является более исполнимой и удобной для контроля. Базовыми являются центра детали, которые являлись технологическими базами при получении контролируемых поверхностей. Проведем уточняющий анализ базовых поверхностей.
Базовые поверхности – центра получены на токарной операции на токарно-винторезном станке 16К20, размеры центров обеспечиваются инструментом.
Чертеж не оговаривает отклонения формы, поэтому ограничивается полем допуска на размер.
Точность расположения центорв обеспечивается инструментом.
Степень шероховатости центров Ra = 6,3 мкм
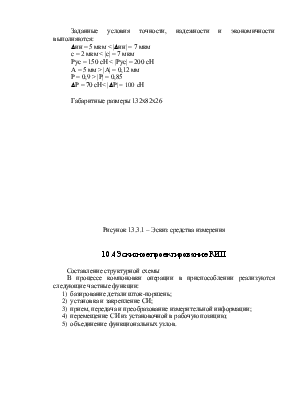
Рисунок 10.1 – Схема базирование детали шток-поршень на контрольной операции
Выбор и обоснование схемы закрепления
Так как деталь базируется в центрах, то ее закрепление производим с помощью прижима задней бабки.
Определение условий, в которых будет эксплуатироваться КИП
Контроль будет производится на столе ОТК. Попадание стружки исключено, так как предусмотрено заграждение. Деталь контролируется после определенного времени после обработки, поэтому ее температура находится в нормальных пределах.
Необходимо предусмотреть на месте контроля местное освещение
Еф = 100 лкс.
Характеристики в зоне контроля соответствуют норме.
Составление перечня частных функций, которые следует реализовывать в КИП. Определение структуры потока функций.
Функции:
1) установка (снятие);
2) базирование;
3) закрепление;
4) настройка;
5) объединение;
6) прием информации;
7) передача и преобразование информации;
8) выдача результатов измерений;
9) отвод и подвод средств измерения.
Зададимся продолжительностью реализации частных функций:
tф1 = 1мин, tф2 = 10 сек, tф3 = 5 сек, tф4 = 5 сек, tф5 = 5 сек, tф6 = 1мин,
tф7 = 5 сек, tф8 = 5 сек, tф9 = 4 сек
Stф = 1 + 0,1 + 0,05 + 0,05 + 0,05 + 1 + 0,05 + 0,05 + 0,05 = 2,39 мин
Метод измерения непрямой, так как для получения результатов измерения недостаточно снять показания индикаторов, а необходимо сравнить показания индикаторов с показанием индикатора, который установлен на базовой поверхности Æ60h6.
Выбираем контактный способ контроля, так как контролируемые и базовая поверхности удовлетворяют требованиям точности и способны выдержать значительные измерительные усилия.
Для обеспечения точечного контакта принимаем наконечник сферической формы, не менее 5 мм, типа НР с твердосплавной вставкой по ГОСТ 11007-66.
Деталь контролируется путем вращения вокруг оси.
Измерительное усилие ориентировочно назначаем 5Н.
 - погрешность от
измерительного усилия, где
- погрешность от
измерительного усилия, где
к = 0,81 – коэффициент, зависящий от материала наконечника
Рус – измерительное усилие
r – радиус наконечника
 мкм
мкм
Время на контрольную операцию 3 мин, КИП должен иметь шкальное устройство, которое обеспечивает достаточную точность отсчета без чрезмерного напряжения.
Принимаем механический принцип преобразования измерительной информации.
10.3 Выбор и обоснование средства измерения
Выбор средства измерения
Допустимая суммарная погрешность КИП находится, как часть допуска IT контролируемого в нашем случае допуска на соосность
D = 0,03 мм
t = 0,3
|dизм| = 0,3 * 0,03 = 0,009 мм
В соответствии с ГОСТ 8091-81 рекомендуется принять |dизм| = 10 мкм
Определим допустимую погрешность средства измерения
|Dин| = 0,7 |dизм|
|Dин| = 0,7*10 = 7 мкм
Цена деления определяется в зависимости от величины допустимой инструментальной погрешности
Принимаем |с| = |Dин| = 7 мкм
Погрешность изготовления D = 30 мкм
Интервал деления шкалы |А| принимаем 2 мм
Предел измерения по шкале |А| не должен превышать допуска IT, чтобы снятие показаний не вызывало затруднений.
Предел допустимых погрешностей принимаем
|А| = 4*IT = 4*30 = 120 мкм = 0,12 мм
Предел измерений по шкале |Б| принимаем 2 мм
Значение Рус = 2Н
Наработка до первого отказа t(P) = 500*2=1000 циклов
|Р| = 0,8*Г – вероятность безотказной работы
Затраты на приобретение СИ |Ц| = 100 грн.
Поиск средства измерения по заданным ограничениям
Выбор средства измерения определяется условиями:
Dин <= |Dин|
с <= |с|
а >= |а|
Ц <= |Ц|
Рус <= |Рус|
А >= |А|
t(P) >= |t(P)|
Наиболее близким по данным требованиям подходит индикатор
05205 ТУ2-034-817-77, у которого Dин = 5 мкм, с = 2 мкм, А = 5 мкм,
DРус = 70 сН, Рус = 150 сН = 1,5Н
Заданные условия точности, надежности и экономичности выполняются:
Dин = 5 мкм < |Dин| = 7 мкм
с = 2 мкм < |с| = 7 мкм
Рус = 150 сН < |Рус| = 200 сН
А = 5 мм > |А| = 0,12 мм
Р = 0,9 > |Р| = 0,85
DР = 70 сН< |DР| = 100 cН
Габаритные размеры 132х82х26
10.4 Эскизное проектирование КИП
Составление структурной схемы
В процессе компоновки операции в приспособлении реализуются следующие частные функции:
1) базирование детали шток-поршень;
2) установка и закрепление СИ;
3) прием, передача и преобразование измерительной информации;
4) перемещение СИ из установочной в рабочую позицию;
5) объединение функциональных узлов.
Разработка кинематической схемы КИП
10.4 Расчет фактической суммарной погрешности КИП
Екип = Е + Dр + Dз + Dин + Dус
Е – погрешность положения контролируемой детали в приспособлении
![]() , где
, где
![]() - погрешность
изготовления элементов приспособления
- погрешность
изготовления элементов приспособления
D1 = 0 – погрешность, возникающая от несоосности центров, очень мала так как длина на которой возникает погрешность больше по сравнению с допуском;
D2 = 0 – погрешность, возникающая от не перпендикулярности оси индикатора к оси ценров;
D3 = 0 – погрешность, вызванная неточность изготовления центров;
D4 = 0 – погрешность от зазоров.
![]()
Dр = 0 – погрешность передаточного устройства;
Dэ = 0 – погрешность эталона
Dин = 5 мкм – погрешность измерительного устройства
Dt = 0 – температурная погрешность
 мкм
мкм
Екип = 0 + 0 + 0 + 5 + 0,234 = 5,234 мкм
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.