При черновой обработке деталей с прерывистыми поверхностями типа рабочих колес насосов, направляющих аппаратов насосов, роторов центрифуг и заготовок с неравномерным припуском резец испытывает ударные нагрузки, что часто сопровождается возникающими от этого вибрациями и внезапным разрушением лезвия. Кроме того, ударные нагрузки неблагоприятно сказываются и на состоянии оборудовании, вызывая его преждевременный износ и понижение технологической точности обработки.
Условия обработки: однопроходная с t = 4-8 мм; S = 0.6 мм/об.
Нами были проведены комплексные исследования работоспособности резцов с оптимальной геометрией при обработке указанных деталей в различных производственных условиях.
Исследовалась зависимость стойкости резцов при точении деталей с прерывистыми поверхностями из стали 20Х13Л и из чугуна СЧ18. Для сравнения зависимость «скорость-стойкость» получена и при точении сплошных поверхностей.
Обработка производилась:
- резцами: №1 (базовый вариант) - геометрические параметры: g=0°, a=a1=8°, j=45°, j1=45°, l=0° (заводская конструкция);
- №2 (оптимальная геометрия) - геометрические параметры: g=20°, a=a1=15°, j=60°, j1=5°, l=+30°, gф=00, f=0,2 мм.
Стойкость резцов определялась при скоростях резания 40, 60, 80 и 100 м/мин. За критерий затупления была принята величина износа по главной задней поверхности, при точении деталей из стали 20Х13Л - hз=1.0 мм, при точении деталей из чугуна - hз=1.5 мм.
|
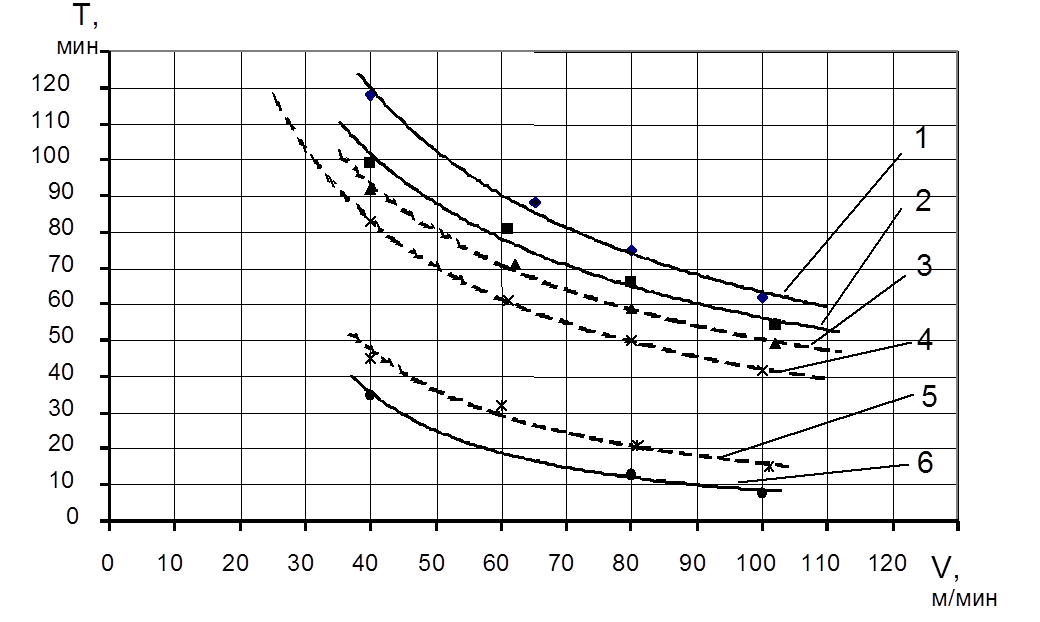
1-резец №1, сплошная поверхность, чугун СЧ18; 2-резец №1, сплошная поверхность, сталь 20Х13Л; 3-резец №2, прерывистая поверхность, чугун СЧ18; 4-резец №2, прерывистая поверхность, сталь 20Х13Л; 5-резец №1, прерывистая поверхность, чугун СЧ18; 6-резец №1, прерывистая поверхность, сталь 20Х13Л. Рисунок 6.8 - Зависимость стойкости резцов от скорости резания |
Результаты эксперимента сведены в таблице 6.1 и графически представлены на рисунке 6.8. Из таблицы и графиков следует, что при малых скоростях резания стойкость резцов №1 при точении сплошных и прерывистых поверхностей значительно отличается, как для стали 20Х13Л, так и для чугуна СЧ18: например, при V=40 /мин - в 3 раза ниже, чем у резца №2. С увеличением скорости резания эта разность еще больше. При V=100 м/мин резец №1при обработке прерывистых поверхностей практически не работает и изнашивается в течение 10 минут.
При точении деталей с прерывистыми поверхностями резцами, имеющими оптимальную геометрию (резец №2), их стойкость приближается к стойкости резца №1 при обработке сплошных поверхностей. При точении прерывистых поверхностей со скоростью 50-60 м/мин стойкость резцов с оптимальной геометрией выше в 2 - 2.5 раза по сравнению с резцами, применяемыми на заводе. При скорости резания 100 м/мин разность в стойкости увеличивается в 4-5 раз.
|
Таблица 6.1 - Стойкость резца при различных скоростях резания, м/мин.
|
|||||||||||||||||||||||||||||||||||||||||||||
Повышение стойкости инструмента при точении прерывистых поверхностей резцами с оптимальными геометрическими параметрами главным образом объясняется тем, что в процессе резания уменьшаются вибрации и удары как при входе резца в обрабатываемый материал, так и при его выходе из зоны резания.
Исследования показали, что резцами с оптимальной геометрией можно обрабатывать прерывистые поверхности с высокими скоростями резания (порядка 100 м/мин), как при точении заготовок из стали, так и из чугуна [[i]]. Например, при точении прерывистых поверхностей направляющих аппаратов и рабочих колес насосов из стали 20Х13Л и чугуна СЧ18 резцами с оптимальной геометрией рекомендован режим обработки: V=80-100 м/мин, S=0,4-0,6 мм/об, t = 4-8 мм. Припуск снимается за один проход.
1.2Принцип стабилизации режима нагружения лезвия путем оптимизации конструкции инструмента
Эффективность обработки можно существенно повысить путем благоприятного изменения уже на стадии проектирования инструмента таких параметров режима нагружения лезвия, как толщины среза, площади контакта, массы материала (срезаемого слоя и лезвия), схемы резания, схем нагружения лезвия и инструмента, жесткости технологической системы (см. рис. 2.3 и 2.5). Изменяя условия нагружения лезвия (уменьшение нормального давления, поддержание температуры на оптимальном уровне, необходимое изменение времени контакта и т.п.) можно существенно уменьшать как интенсивность изнашивания его рабочих поверхностей, так и степень механического разрушения режущих кромок и вероятность поломки инструмента, т.е. повысить его ресурс и надежность на стадии эксплуатации.
Уровнем значений элементов и параметров режима нагружения
лезвий на стадии проектирования инструментов можно управлять, например,
изменением угла в плане ![]() , количества
лезвий и режущих кромок, их расположения и др. (см. рис. 2.5).
, количества
лезвий и режущих кромок, их расположения и др. (см. рис. 2.5).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.