1.1 Исследование изменения НДС в течение цикла обработки
1.2 Исследование изменения ТС в течение цикла обработки
В качестве примера рассмотрим расчет температурного поля и его изменения за цикл обработки при ТТ. Условия обработки приведены в приложении Б. При заданных условиях обработки время одного оборота составляет 0,060 с, цикл обработки – 8,3 оборота, а полное время цикла 0,5 с.
|
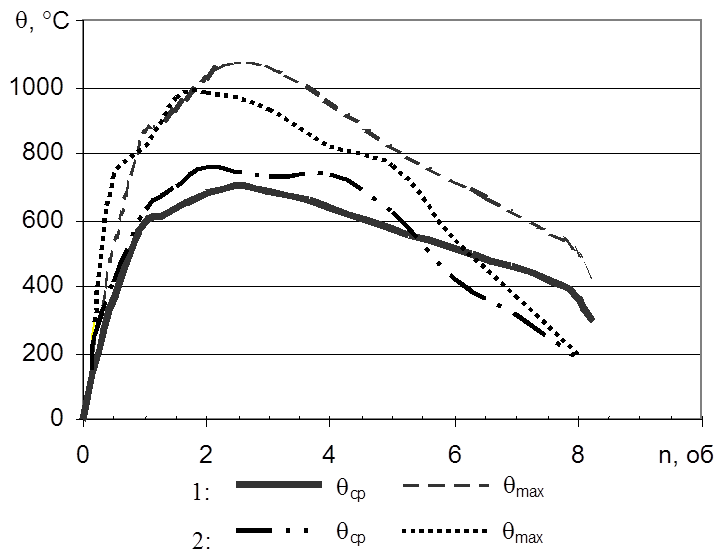
Рисунок 2.6 - Сравнение результатов расчета температуры методом источников (1) и МКЭ (2) |
КЭ модель инструмента состоит из 522 узлов и 474 элементов. Максимальное число узлов и КЭ заготовки соответственно равно 558 и 483 для КЭ модели в конце первого оборота. Расчет температурного поля был выполнен в течение цикла обработки с шагом интегрирования 0,0002 (подобран методом проб и ошибок), что потребовало 2500 шагов (по 20 с на 1 шаг; т.е. всего 13.8 часов машинного времени работы ЭВМ c процессором IDT-C6 200).
Рассчитанное температурное поле и его изменение представлено в приложении В. На рис.2.6 приведены диаграммы изменения температуры резания и максимальной температуры, рассчитанные по рассматриваемой методике и с помощью методики на основе метода источников [[i]]. Сравнение этих графиков позволяет сделать вывод об удовлетворительном совпадении результатов расчета температуры резания и максимальной температуры выполненное двумя разными методами. Расхождение, по-видимому, вызвано различием описания теплообмена по задней поверхности в этих методиках, а также более точным описанием температурного поля стружки, заготовки и инструмента при решении задачи МКЭ. Полученные результаты вполне приемлемы при отработке методики.
Разработанные методики по известным законам изменения сил резания и коэффициента укорочения позволяют прогнозировать температурное поле в системе резания в течение цикла обработки. Это дает возможность определить необходимые условия обработки, изучить влияние термических напряжений, возникающих под действием градиентов температуры, и их влияние на прочность и ресурс инструмента.
Необходимо оптимизировать алгоритмы и разработать специализированный модуль расчета температурного поля вместо использования модуля «Heat», что позволит существенно сократить время счета, до 40% которого в данном варианте решения задачи теряется на обмен данными между модулями, проверку корректности вводимых результатов, расчет и вывод на печать ненужной информации.
Определен характер изменения температурного поля в РЧИ при ТТ. В рассмотренном примере температура достигала 1000 °С, однако расчеты показывают, что при более жестких режимах она может достигать температуры плавления обрабатываемого материала. Наблюдаются значительные градиенты температур, особенно на передней поверхности вблизи РК. Скорости изменения температуры достигали нескольких десятков тысяч градусов в секунду, что не позволяет инструменту прогреться на большую глубину. Это факт объясняет то обстоятельство, что температура изменяется практически одновременно с изменением сил резания и то, что инструмент успевает практически полностью охладиться в течение части цикла «отдых».
Необходимо отметить, что при охлаждении РЧИ максимальная температура, хотя и небольшая (155 °С), наблюдалась непосредственно у РК, в то время как при нагреве – около середины участка контакта стружки с передней поверхностью (рис. В.1).
Подогрев поверхностных слоев обработанной поверхности довольно значительный особенно на 2-4 оборотах и снижается к концу цикла обработки. Это подтверждает тот факт, что температура заготовки после обработки повышается незначительно[I1] .
1.3 Влияние режимов обработки на тепловое состояние в системе резания
В настоящее [I2] время температурные процессы в системе резания при тангенциальном точении недостаточно исследованы и, как следствие, отсутствуют практические рекомендации по выбору условий и режимов обработки. Разработанная полуэкспериментальная методика анализа контактных температур при тангенциальном точении [1] позволяет рассчитать по результатам экспериментальных исследований деформационных процессов температуру резания, тепловые потоки через поверхности контакта и другие характеристики процесса теплообмена в системе резания.
Анализ контактных температур выполнен при обработке
заготовок Æ70 мм из стали ШХ15 (![]() Вт/м×°С;
Вт/м×°С; ![]() см2/с,
см2/с,
![]() °С)
методом свободного попутного тангенциального точения (ПТТ) резцами с
механическим креплением пластин из твердого сплава Т15К6 (
°С)
методом свободного попутного тангенциального точения (ПТТ) резцами с
механическим креплением пластин из твердого сплава Т15К6 (![]() Вт/м×°С;
Вт/м×°С; ![]() см2/с)
с передним статическим углом
см2/с)
с передним статическим углом ![]() и задним
статическим углом
и задним
статическим углом ![]() . Режимы обработки изменялись
в пределах: скорость резания
. Режимы обработки изменялись
в пределах: скорость резания ![]() м/мин,
тангенциальная подача
м/мин,
тангенциальная подача ![]() мм/об; величина снимаемого
припуска
мм/об; величина снимаемого
припуска ![]() мм. Были экспериментально определены
законы изменения сил резания
мм. Были экспериментально определены
законы изменения сил резания ![]() ,
, ![]() и коэффициента усадки стружки
и коэффициента усадки стружки ![]() за цикл обработки [2]. По
разработанной методике [1] выполнены расчеты температуры резания и контактных
температур на поверхностях лезвия в течение цикла обработки, определены
величины и направления потоков теплообмена по задней и передней поверхностям и
доля теплоты, накапливаемой в заданный момент времени (в цикле обработки)
стружкой, заготовкой и инструментом.
за цикл обработки [2]. По
разработанной методике [1] выполнены расчеты температуры резания и контактных
температур на поверхностях лезвия в течение цикла обработки, определены
величины и направления потоков теплообмена по задней и передней поверхностям и
доля теплоты, накапливаемой в заданный момент времени (в цикле обработки)
стружкой, заготовкой и инструментом.
Проведенные расчеты показали, что средняя температура при тангенциальном точении для указанных режимов обработки находится в пределах от 500 °С до 1000 °С, а максимальная контактная температура на поверхностях контакта может достигать 1500 °С. В законе изменения температуры резания в течение цикла обработки можно выделить 3 характерных участка:
Первый участок
соответствует изменению толщины среза от ![]() до
до
![]() . На этом участке температура резания
резко увеличивается и к концу участка достигает максимального значения. При
этом тепловые потоки через поверхности контакта направлены в инструмент и имеют
значительную величину, что при малой длительности участка (не более 0,15 с при
указанных режимах) приводит к возникновению большого градиента температур. Это
приводит к интенсивному нагреву до высоких температур (близких к температуре
плавления обрабатываемого материала) тонких поверхностных слоев рабочих
поверхностей лезвия инструмента на глубину всего около нескольких микрометров.
При этом основная масса тела лезвия практически не нагревается.
. На этом участке температура резания
резко увеличивается и к концу участка достигает максимального значения. При
этом тепловые потоки через поверхности контакта направлены в инструмент и имеют
значительную величину, что при малой длительности участка (не более 0,15 с при
указанных режимах) приводит к возникновению большого градиента температур. Это
приводит к интенсивному нагреву до высоких температур (близких к температуре
плавления обрабатываемого материала) тонких поверхностных слоев рабочих
поверхностей лезвия инструмента на глубину всего около нескольких микрометров.
При этом основная масса тела лезвия практически не нагревается.
Второй участок,
соответствующий изменению толщины среза от ![]() до
до
![]() (где
(где ![]() -
радиус округления режущей кромки), продолжается в течение большей части цикла
обработки и заканчивается примерно за 1-2 оборота до конца цикла. Он
характеризуется относительным постоянством температуры резания или незначительным
ее уменьшением. Однако на этом участке основная часть выделяющейся теплоты
накапливается в стружке (до »80%) и
заготовке (до »20%). В инструменте теплота
практически не накапливается, так как происходит теплообмен между стружкой и
заготовкой через тело лезвия.
-
радиус округления режущей кромки), продолжается в течение большей части цикла
обработки и заканчивается примерно за 1-2 оборота до конца цикла. Он
характеризуется относительным постоянством температуры резания или незначительным
ее уменьшением. Однако на этом участке основная часть выделяющейся теплоты
накапливается в стружке (до »80%) и
заготовке (до »20%). В инструменте теплота
практически не накапливается, так как происходит теплообмен между стружкой и
заготовкой через тело лезвия.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.