




Сумский государственный университет
Кафедра технологии машиностроения
ПРАКТИЧЕСКИЕРАБОТЫ
по дисциплине
”Технологические методы изготовления заготовок деталей машин”
Выполнил Волков Д.В.
Группа ИВ-41
Вариант 16
Проверил Акилов А.И.
Сумы 2007
Задание
В соответствии с вариантом (16) согласно методических указаний рассчитать параметры процессов литья и штамповки заготовок, выполнить необходимые чертежи по каждому процессу.
Содержание
С.
1 Разработка литой заготовки 4
1.1 Определение массы детали 4
1.2 Определение типа литья, припусков и допусков
на линейные и диаметральные размеры 6
2 Разработка штампованной заготовки 7
2.1 Определение массы детали 7
2.2 Определение припусков, допусков и допускаемых отклонений 6
Литература 8
1 Разработка чертежа литой заготовки
1.1 Определение массы детали
Масса детали определяется по формуле
mд=r·Vд (1)
где ![]() - плотность материала детали,
- плотность материала детали, ![]() = 7,8 г/см3;
= 7,8 г/см3;
Vд- объем детали, см3.
Объем детали V определим суммой объемов простых фигур.
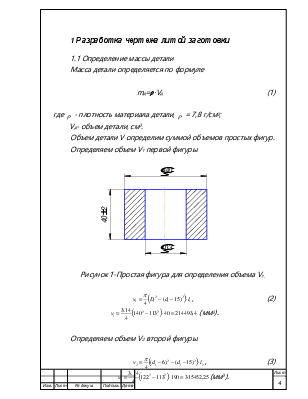
Определяем объем V1 первой фигуры.
Рисунок 1-Простая фигура для определения объема V1.
 , (2)
, (2)
 (мм3).
(мм3).
Определяем объем V2 второй фигуры.
 , (3)
, (3)
 (мм3).
(мм3).
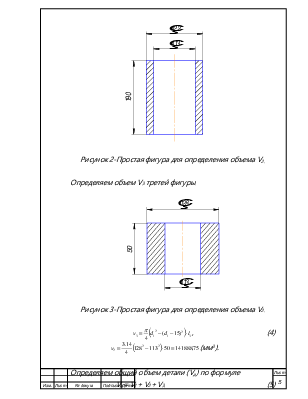
Рисунок 2-Простая фигура для определения объема V2.
Определяем объем V3 третей фигуры.
Рисунок 3-Простая фигура для определения объема V2.
 , (4)
, (4)
 (мм3).
(мм3).
Определяем общий объем детали (Vд) по формуле
Vд= V1+ V2+ V3, (5)
Vд=214493,4+315452,25+141888,75=671834,4 мм3=671,83см3.
Итак, mд = 7,8 ·671,83 ≈5640,3 (гр).
1.2 Определение типа литья, припусков и допусков на линейные и диаметральные размеры
Припуски на механическую обработку размеров назначаем по ГОСТ 26645-85. Данный стандарт распространяется на отливки из черных и цветных металлов и сплавов, также регламентирует допуски на размеры, массу и припуски на механическую обработку.
Так как гильза цилиндра изготовлена из чугуна, годовая программа которой 100 тыс. шт., то для ее изготовления согласно [1, с.32, приложение 1] принимаем центробежное литье с горизонтальной осью вращения.
Класс размерной точности по [1, с.32, таблица 9]: 9т – 13, выбираю 12.
Степень коробления по [1, с.35, таблица10]: 2 – 5, выбираю 4
Степень точности поверхностей по [1, с.36, таблица 11]: 8 – 13, выбираю 10.
Шероховатость поверхностей отливки по [1, c.39, таблица 12]: Ra = 16 мкм.
Класс точности масс по [1, с.40, таблица 13]: 7т – 14, выбираю 12.
Допуск смещения отливки по плоскости разъема отливки по [1, с.3, таблица 1] – 6,4.
Ряд припусков по [1, с.43, таблица 14]: 3 – 6, выбираю 4.
Допуск размера определяем по [1, с.2, таблица 1].
Допуск формы по [1, с.5, таблица 2].
Общий допуск по [1, с.45, таблица 16].
Вид механической обработки по [1, с.28, таблица 7]. Например, для Ø 128e 9:
допуск
размера детали 0.1, допуск размера отливки 6,4; соотношение  , следовательно, вид механической
обработки – чистовая.
, следовательно, вид механической
обработки – чистовая.
Величина припуска на сторону по [1, с.19, таблица 6].
Конечные размеры заготовки сведены в таблицу 1.
Таблица 1 – Припуски и допуски на механическую обработку, в миллиметрах
|
№ Поверх-ности |
Номинальный размер |
Допуск размера |
Допуск формы |
Общий допуск |
Вид механической обработки |
Половина общего допуска |
Ряд припуска |
Величина припуска |
Окончательный размер |
|
1 |
Ø140 |
6,4 |
0,32 |
6,4 |
чистовая |
3,2 |
4 |
6,3 |
Ø 152,6 |
|
2 |
Ø128 |
6,4 |
0,32 |
6,4 |
чистовая |
3,2 |
4 |
6,3 |
Ø 140,6 |
|
3 |
Ø122 |
6,4 |
0,24 |
6,4 |
чистовая |
3,2 |
4 |
6,3 |
Ø 134,6 |
|
4 |
Ø113 |
6,4 |
0,24 |
6,4 |
тонкое |
3,2 |
4 |
7,1 |
Ø 98,8 |
|
5 |
L280 |
8,0 |
0,64 |
8,0 |
получистовое |
4 |
4 |
6,5 |
L290,5 |
|
6 |
L40 |
4,4 |
0,24 |
5,0 |
получистовое |
2,5 |
4 |
4,5 |
L48,5 |
|
7 |
L230 |
7,0 |
0,5 |
8,0 |
получистовое |
4 |
4 |
6,5 |
L227,5 |
|
8 |
L15 |
3,6 |
0,24 |
4 |
получистовое |
2 |
4 |
4,0 |
L23 |
2 Разработка штампованной заготовки
2.1 Определение массы детали «шестерня»
Массу детали определяем по формуле
mд=r·Vд (2)
где ![]() - плотность материала детали,
- плотность материала детали, ![]() = 7,8 г/см3;
= 7,8 г/см3;
Vд- объем детали, см3.
Примем объем детали как алгебраическую сумму объемов простых по форме ее частей, т.е.

Тогда: mд = 7,8 · 26,37 =205,6 (г) = 0,205 (кг).
Учитывая тип детали, е материал, массу и конфигурацию поверхности принимается способ изготовления заготовки на кривошипных горячештамповочных прессах – КГШП (открытая).
Штамповка на КГШП обладает следующими технологическими и эксплуатационными показателями :
- высокая жесткость пресса позволяет получать более точные поковки, особенно по высоте;
- наличие выталкивателей дает возможность снизить на 20-30% припуски и в 2-3 раза уменьшить штамповочные уклоны, что обеспечивает значительную экономию металла и снижение затрат на механическую обработку;
- высокая производительность;
- КПД в 3 раза выше , чем на молотах;
- себестоимость изготовления поковок на 10-30% ниже, чем на молотах;
- улучшенные условия труда.
2.2 Определение припусков, допусков и допускаемых отклонений
Класс точности [2, с.28, приложение 1] – Т4.
Группа стали [2, с.7, таблица 1] – М2.
Ориентировочную расчетную массу поковки определяем по формуле:
 (3)
(3)
где Кр – коэффициент по [2, с.31, приложение 3], Кр = 1,6.
Gп = 0,205·1,6 = 0,328 (кг).
Расчетная масса описывающей фигуры определяется по формуле:
 0,538 (кг)
0,538 (кг)
Отношение Gп /Gф = 0,328 / 0,538 = 0,60 что по [2, с.29, приложение 2] соответствует степени сложности – С2 .
Конфигурация поверхности разъема штампа – П (плоская).
Исходный индекс по [2, с.9, чертеж 9] – 4.
Основные припуски по [2, с.12, таблица 3]:
1) на высоту H = 26 ( Ra = 3,2 мкм ) – 0,8 мм;
2) на диаметр d = 16 ( Ra = 2,5 мкм ) – 0,8 мм.
Дополнительные припуски, учитывающие:
- смещение по поверхности разъема штампов – 0,1 мм ([2], таблица 4).
- отклонение от плоскостности – 0,3 мм ([2], таблица 5);
Штамповочные уклоны по [2, с.26, таблица 18]:
- на наружной поверхности принимаем 5º;
- на внутренней поверхности принимаем 7º.
Размеры поковки:
- высота 26 + (0,8 + 0,1 + 0,3) · 2 = 28,4 мм, принимаем 28 мм;
- диаметр 16 - (0,8 + 0,1 + 0,3) · 2 = 13,6 мм, принимаем 14 мм.
![]() Допускаемые отклонения размеров ([2], c.17, таблица 8):
Допускаемые отклонения размеров ([2], c.17, таблица 8):![]()
![]()
![]() - высота 28
- высота 28 ![]() ;
;![]()
- диаметр 14 ;
Неуказанные
допуски радиусов закругления: 3![]() 1,0 мм.
1,0 мм.
Литература
1. ГОСТ 26645-85*. Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку.
2. ГОСТ 7505-89*. Поковки стальные штампованные. Допуски, припуски и штамповочные напуски.
3. Демьяник Д.Ф., Тарадонов В.И. Методические указания и задания к выполнению практических и контрольных работ по курсу "Проектирование и производство заготовок" ч. 1 для студентов всех форм обучения специальностей 12.01, 12.02 и 12.06. - Сумы.: СФТИ, 1992. - 39с.
4. Демьяник Д.Ф., Тарадонов В.И. Методические указания и задания к выполнению практических и контрольных работ по курсу "Проектирование и производство заготовок" ч. 2 для студентов всех форм обучения специальностей 12.01, 12.02 и 12.06. - Сумы.: СФТИ, 1992. - 39с.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.