
Лабораторная работа № 3
Тема: Пластическое поверхностное деформирование
Цель работы: Расчетное и экспериментальное определение усилия обкатывания и высоты микронеровностей при пластическом деформировании поверхности изделий шариками.
Общие положения.
Обработка деталей обкатыванием применяется для снижения шероховатости, повышения износостойкости и усталостной прочности деталей, обеспечения прочности прессовых посадок.
Обкатывание позволяет в ряде случаев избежать операции шлифования и полирования при обеспечении точности обработки по 6-му квалитету и шероховатости Ra=0,1мкм.
Оборудование и приборы.
Токарно-винторезный станок
Шариковый обкатник
Микрометр
Заготовка
Описание конструкции шарикового обкатника
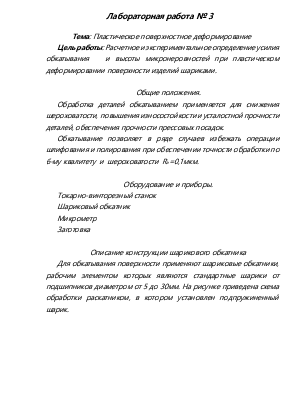
Для обкатывания поверхности применяют шариковые обкатники, рабочим элементом которых являются стандартные шарики от подшипников диаметром от 5 до 30мм. На рисунке приведена схема обработки раскатником, в котором установлен подпружиненный шарик.
Рисунок 1- Схема обработки раскатником.
Для нормального ведения процесса необходимо, чтобы сила трения между шариком и обрабатываемой деталью была больше силы трения между шариком и его стороной. Шарики самоустанавливаются и вращаются по ходу деформирования с учетом вектора подачи.
Расчет усилия обкатывания.
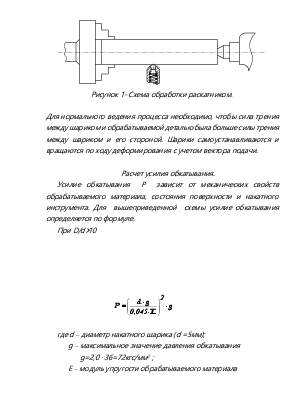
Усилие обкатывания Р зависит от механических свойств обрабатываемого материала, состояния поверхности и накатного инструмента. Для вышеприведенной схемы усилие обкатывания определяется по формуле.
При D/d>10
где d– диаметр накатного шарика (d =5мм);
g– максимальное значение давления
обкатывания
g=2,0 ·
36=72кгс/мм2 ;
E– модуль упругости обрабатываемого
материала
Е=2,1 · 104кг/мм2;
D– диаметр обрабатываемого изделия (D=60мм);
Определение высоты микронеровностей
Высоту микронеровностей определяют по формуле:

где Rz– текущая высота микронеровностей, мкм;
Rz0– исходная высота микронеровностей, мкм;
Кс – коэффициент, зависящий от способа обработки
(при обкатывании 0,0076);
λ– коэффициент, зависящий от характера распределения
напряжений равный 0,6;

Определение режима обработки
Для обеспечения высокой чистоты поверхности подачу следует выбирать не более 0,5мм/об. Если этого не требуется, то выбирают увеличенную подачу.
Скорость обкатывания практически не оказывает влияния на качество обработки поверхности и назначается исходя из условий обеспечения производительной работы без вибраций. На практике обкатывают со скоростью 200м/мин.
Вывод: В ходе проведенного практического занятия мы изучили условия обкатывания и экспериментально определили высоту микронеровностей при пластическом деформировании.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.