1.S 2.Sm 3.Ra 4.Rz 5.tp
28. Какой знак шероховатости поверхности поставлен на эскизе неправильно?
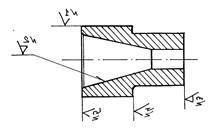
1. №1 2. № 2 3. №3 4. №4 5. №5
29. Какой прибор определяет шероховатость поверхности контактным методом?
1. профилометр
2. двойной микроскоп проф. Линника
3. электронный микроскоп
4. интерференционный микроскоп сравнения
5. ультразвуковой сканнер
30. В соответствии с международными стандартами ширина шпонки должна соответствовать квалитету точности
1. IT5 2. IT7 3. IT9 4. IT11 5.IT13
31. Какой допуск на отклонение положения шпоночного паза на валу должен быть наиболее жестким?
1. // 2.^ 3. ¸ 4. ![]() 5.
5. ![]()
32. Номинальные размеры b´h призматической шпонки в соответствии со стандартами должны назначать
1.в зависимости от расчетных нагрузок
2.в соответствии с длиной шпоночного паза
3.с учетом рабочего диаметра фрезы
4.конструктивно
5.в соответствии с посадочным диаметром втулки-вала
33. Комплексный калибр (см. рис.) для контроля шпоночного паза на валу служит для контроля исполнения в заданных пределах
![]()
1.глубина шпоночного паза и посадочный диаметр вала
2.глубина и ширина шпоночного паза
3.ширина и симметричность шпоночного паза оси вала
4.симметричность и параллельность шпоночного паза
5.ширина и параллельность шпоночного паза оси вала
34. Международные стандарты для нормирования точности контакта в зубчатой передачи предусмотривают
1. 17 степеней точности
2. 14 квалитетов
3. 14 степеней
4. 12 квалитетов
5. 12 степеней
35. В соответствии с технологическими возможностями современных станков для изготовления червячных глобоидных передач стандарты нормируют только диапзон точности
1. 4 – 8 квалитеты
2. 5 – 9 квалитеты
3. 6 – 10 квалитеты
4. 6 – 8 степени
5. 7 – 10 степени
36. Ведущей нормой точности для скоростной передачи, работающей с высокими угловыми скоростями, является
1. кинематическая
2. плавность работы
3. боковой зазор
4. контакт зубьев
5. допуск на радиальное биение
37. На ухудшение плавности работы передачи наиболее сильное влияние оказывает
1. перекос осей редуктора
2. повышенный допуск бокового зазора
3. погрешность шага
4. сборочный эксцентриситет
5. увеличенное межосевое расстояние
38. С увеличением радиального биения делительной окружности относительно оси вращения шестерни ухудшается показатель
1.кинематическая норма
2.плавность работы
3.норма по контакту рабочих поверхностей зубьев
4.норма бокового зазора
5.допуск на боковой зазор
39. С увеличением овальности делительной окружности цилиндрического зубчатого венца ухудшается показатель
1.кинематическая норма
2.плавность работы
3.норма по контакту рабочих поверхностей зубьев
4.норма бокового зазора
5.допуск на боковой зазор
40. Накопленная систематическая погрешность шага зубчатого венца понижает показатель
1.кинематическая норма
2.плавность работы
3.норма по контакту рабочих поверхностей зубьев
4.норма бокового зазора
5.допуск на боковой зазор
41. Большие значения осевого смещения fAMr зубчатой конической пары ухудшают показатели
1.кинематической нормы и плавности работы
2.плавности работы и нормы по контакту зубьев
3.нормы по контакту рабочих поверхностей зубьев и боковому зазору
4.нормы бокового зазора и кинематической нормы
5.допуск на боковой зазор
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.