5.3 Ремонт деталей карданного вала ТРКП
5.3.1 Крестовина вала (рисунок 16, таблица 9)
а) износ цапф крестовин по диаметру D1 в местах работы игольчатых подшипников допускается не более 0,015 мм от чертёжного размера;
- овальность
и конусность цапф по диаметру D1 допускается не более
0,005 мм;
- при больших овальности и конусности разрешается производить перешлифовку цапф в пределах допуска на износ;
- уменьшение размера L допускается не более 0,04 мм от чертежного размера;
б) при отклонении размеров выше допустимого крестовины вала заменяются на новые.
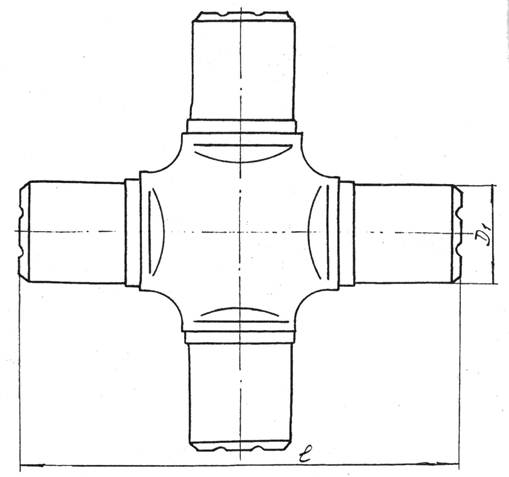
Рисунок 16 - Крестовина вала
Таблица 9
|
Обозначение |
Чертежные размеры |
Допускаемые размеры при выпуске из ремонта |
|
D1 |
22-0,014 |
22-0,03 |
|
l |
90 |
90 |
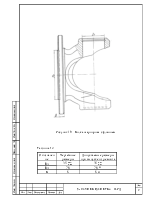
5.3.2 Вилка со шлицевой втулкой (рисунок 17, таблица 10):
а) вилку со шлицевой втулкой проверяют магнитным дефектоскопом; наличие трещин не допускается;
б) износ шлицев по диаметру D1 допускается не более 0,35 мм от чертежного размера;
в) при определении износа шлицев по толщине необходимо применять эталонный шлицевой вал; в качестве эталонного принимают новый шлицевой вал, размеры которого соответствуют чертежу;
- износ шлицев вилки со шлицевой втулкой по толщине характеризуется величиной бокового зазора в шлицевом соединении втулки и эталонного шлицевого вала, определяемой на специальном приспособлении по отклонениям стрелки индикатора;
- допустимый боковой зазор при проверке с эталонным шлицевым валом - не более 0,25 мм;
г) при предельном износе разрешается производить замену изношенной шлицевой части вилки приваркой шлицевой втулки в соответствии с технологическим процессом Рр 11768 ПКТБ по вагонам;
д) увеличение диаметра D2 посадочных мест в вилке под игольчатые подшипники допускается не более 0,013 мм от чертежного размера; овальность и конусность отверстий допускается не более 0,01 мм; разрешается восстанавливать размеры посадочных мест по диаметру D2 путем электролитического осталивания, металлизацией или вибродуговой наплавкой под слоем флюса АН-348-Алегированной проволокой, однородного химсостава с ремонтируемой деталью, с последующей механической обработкой и нормализацией;
е) наружную поверхность хвостовика вилки по диаметру D3 при наличии рисок и задиров разрешается прошлифовать; при этом диаметр D3 должен быть не менее 48 мм.
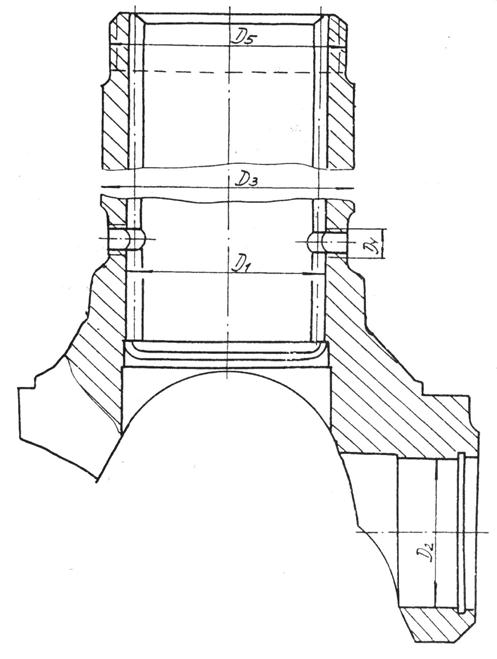
Рисунок 17 - Вилка со шлицевой втулкой
Таблица 10
|
Обозначение |
Чертежные размеры |
Допускаемые размеры при выпуске из ремонта |
|
D1 |
38+0,016 |
38+0,51 |
|
D2 |
35 |
35 |
|
D4 |
М6-7Н |
М6-7Н |
|
D5 |
М56×1,5 |
М56×1,5-7Н |
ж) резьба в отверстиях (D4) и на хвостовике (D5) вилки должна быть проверена и отремонтирована в соответствии с п. 5.1.6, настоящего Руководства.
5.3.3 Вилка со шлицевым валом (рисунок 18, таблица 11):
а) вилка со шлицевым валом должна быть подвергнута магнитной дефектоскопии;
- при наличии трещин в любых деталях негодные должны быть заменены новыми;
- при повреждении сварных швов последние должны быть удалены путём вырубки и вновь приварены электродами Э42 или Э42А (ГОСТ 9467-75);
- проверка биения вала должна производиться в трех сечениях по краям трубы и в середине; при этом биение не допускается более 0,4 мм - по краям трубы и 0,8 мм - по середине трубы;
- разрешается править вилку со шлицевым валом без повреждения сварных швов с последующей магнитной дефектоскопией;
б) износ шлицев по диаметру D1 допускается не более 0,3 мм;
- при определении износа шлицев по толщине необходимо применять эталонную втулку (новую), размеры которой соответствуют чертежным;
- износ шлицевого вала по толщине характеризуется величиной бокового зазора в шлицевом соединении шлицевого вала с эталонной втулкой, определяемой на специальном приспособлении по отклонениям стрелки индикатора;
- боковой зазор при проверке с эталонной втулкой допускается не более 0,25 мм;
в) при предельном износе разрешается производить восстановление шлицевой части вала электронаплавкой, металлизацией с последующей механической обработкой до чертежных размеров в соответствии с технологическим процессом Рр 11768 ПКТБ по вагонам;
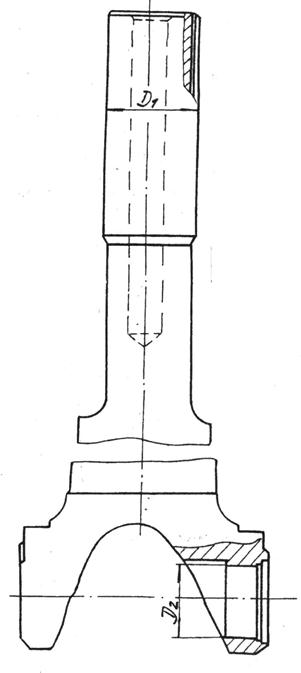
Рисунок 18 - Вилка со шлицевым валом
Таблица 11
|
Обозначение |
Чертежные размеры |
Допускаемые размеры при выпуске из ремонта |
|
D1 |
38+0,21 |
38+0,1 |
|
D2 |
35 |
35 |
г) увеличение диаметра D2 посадочных мест в вилке шлицевого вала допускается не более 0,013 мм;
- овальность и конусность отверстий под игольчатые подшипники допускается не более 0,01 мм;
- разрешается восстанавливать размеры посадочных мест по D2 электролитическим осталиванием, металлизацией или вибродуговой наплавкой (п. 5.3.2 д).
5.3.4 Вилка шарнирная с фланцем (рисунок 19, таблица 12):
а) наличие трещин не допускается;
б) увеличение диаметра D1 посадочных мест под игольчатые подшипники допускается не более 0,013 мм:
- овальность и конусность допускаются не более 0,01мм;
- разрешается восстанавливать размеры посадочных мест по D1 электролитическим осталиванием или вибродуговой наплавкой (п. 5.3.2 д));
в) диаметр D2, фиксирующий выточку, должен быть согласован с диаметрами соединительных фланцев генератора и редуктора для обеспечения посадки с зазором от 0,01 до 0,05 мм;
г) изменение толщины фланца вилки В допускается не более чем на 0,5 мм.
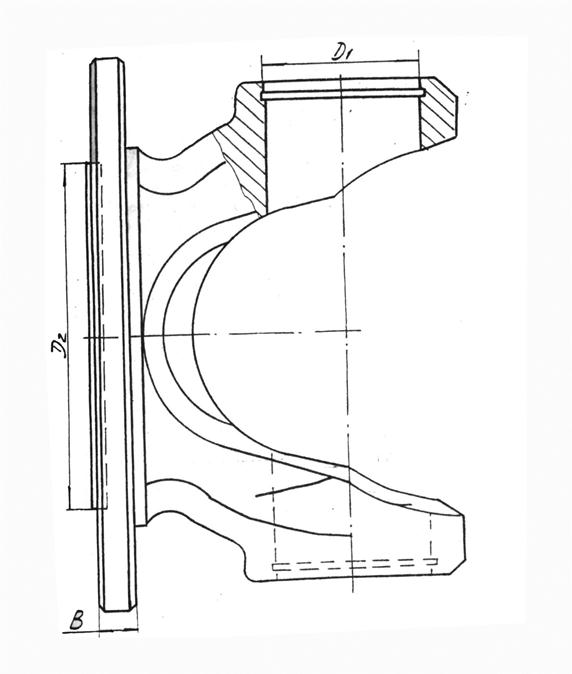
Рисунок 19 - Вилка шарнирная с фланцем
Таблица 12
|
Обозначение |
Чертежные размеры |
Допускаемые размеры при выпуске из ремонта |
|
D1 |
35 |
35 |
|
D2 |
70 |
70-0,1 |
|
В |
8 |
8-0,5 |
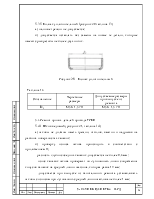
5.3.5 Колпак уплотнительный (рисунок 20 таблица 13)
а) наличие трещин не допускается;
б) допускается оставлять без замены на новые те детали, которые имеют срыв резьбы не более двух ниток.
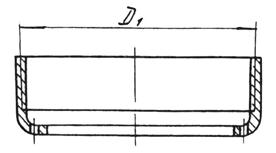
Рисунок 20 - Колпак уплотнительный
Таблица 13
|
Обозначение |
Чертежные размеры |
Допускаемые размеры при выпуске из ремонта |
|
D1 |
М56×1,5-7Н |
М56×1,5-7Н |
5.4 Ремонт прочих деталей привода ТРКП
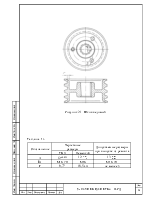
5.4.1 Шкив ведомый (рисунок 21, таблица 14)
а) шкивы не должны иметь трещин, отколов, вмятин и надрывов на рабочих поверхностях канавок;
б) проверку износа шкива производить в соответствии с приложением Н;
- разность глубин соседних канавок допускается не более 0,3 мм;
- износ канавок шкива проверяют по «утопанию» линии сопряжения конусов канавок на средней линии шаблона, которая равна 19 мм;
- допускается при выпуске из капитального ремонта устанавливать шкивы с износом при «утопании» средней линии шаблона не более 1 мм;
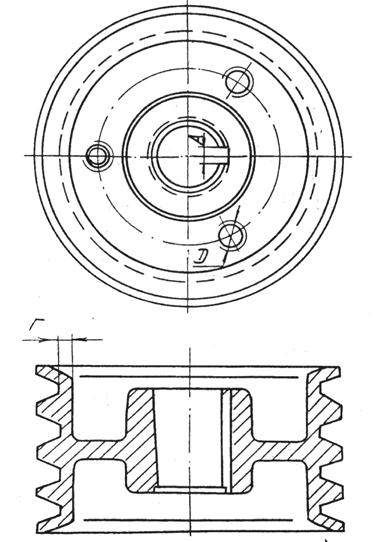
Рисунок 21 - Шкив ведомый
Таблица 14
|
Обозначение |
Чертежные размеры |
Допускаемые размеры при выпуске из ремонта |
|
|
ТВЗ |
Немецкий |
||
|
А |
12+0,021 |
12 |
13 |
|
D1 |
М16-7Н |
М16 |
М16-7Н |
|
Г |
9,77 |
10,5-0,28 |
не менее 5 |
- при «утопании» средней линии шаблона до 2 мм необходимо проточить шкив на токарном станке, причём профиль канавок шкива после проточки должен соответствовать чертёжным размерам, а толщина «Г» тела шкива должна быть не менее 5 мм;
- если расточка невозможна шкив заменяют новым;
в) после проточки шкива торцевое биение боковой поверхности канавки допускается не более 0,5 мм, радиальное биение образующей поверхности шкива не должно превышать 0,3 мм;
г) при обработке шпоночного паза «А» разрешено производить его разделку до ближайшего размера по ГОСТ 24068-80 (допускается постановка ступенчатых шпонок);
д) резьба D (М16) должна быть проверена и отремонтирована в соответствии с п. 5.1.6 настоящего Руководства.
5.4.2 Пружина (рисунок 22, таблица 15)
а) изломы, отколы и трещины пружины не допускаются, при обнаружении перечисленных дефектов пружина подлежит замене;
б) протертости или коррозионные повреждения более 5% от диаметра прутка не допускаются;
в) высота (h) пружины в свободном состоянии должна быть равна чертежному размеру; в случае занижения размера (h) пружину заменяют.
г) для определения остаточной деформации и величины прогиба пружину подвергают испытанию согласно ГОСТ 1452-86;
- под
рабочей нагрузкой 300 кг прогиб должен быть равен
40![]() мм;
мм;
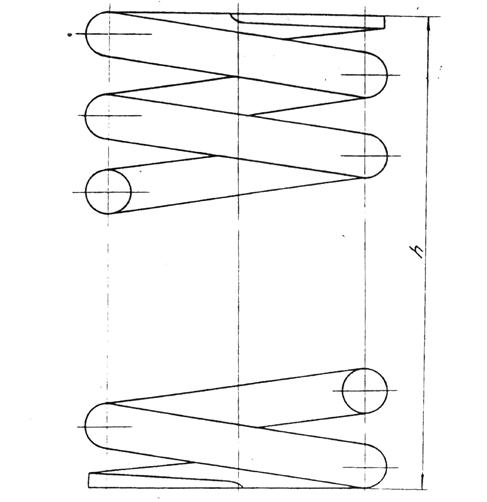
Рисунок 22 - Пружина
Таблица 15
|
Обозначение |
Чертёжные размеры |
Допускаемые размеры при выпуске из ремонта |
|
|
ТВЗ |
Немецкий |
||
|
h |
138 |
134 |
138 |
- остаточная деформация, определяемая как разность высот пружины, измеренных в свободном ее состоянии до и после сжатия пружины под пробной нагрузкой, равной 490 кг, не допускается;
д) пружину (рисунок 23, таблица 16) подвергают сжатию под нагрузкой 710 кг; при последующих сжатиях под нагрузкой пружина не должна давать остаточных деформаций;
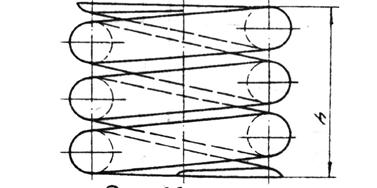
Рисунок 23 - Пружина
Таблица 16
|
Обозначение |
Чертёжные размеры |
Допускаемые размеры при выпуске из ремонта |
|
|
ТВЗ |
Немецкий |
||
|
h |
|
51,5 |
51,5 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.