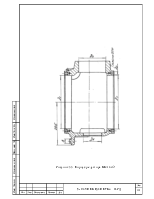
5.6.6 Крышка лабиринтная большая (рисунок 50, таблица 36):
а) диаметр D1 посадочной поверхности крышки должен быть согласован с соответствующим диаметром фланца для обеспечения сопряжения с зазором от 0,016 мм до 0,15 мм;
б) забоины, задиры, риски и коррозия на посадочной поверхности должны быть зачищены;
в) износ посадочной поверхности по D1 разрешается восстанавливать электролитическим осталиванием или металлизацией;
г) размеры лабиринтных канавок должны обеспечивать зазоры "а" при проверке шаблоном, указанным на рисунке 50;
Таблица 36
|
Обозначение |
Чертёжные размеры |
Допускаемые размеры при выпуске из ремонта |
|
D1 |
340 |
340 |
д) мелкие задиры, забоины, надрывы на лабиринтных канавках разрешается восстанавливать электронаплавкой с последующей механической обработкой до чертежных размеров, при этом биение окружности канавок поле обработки по отношению к посадочной поверхности диаметра D1 допускается не более 0,1 мм.
5.6.7 Фланец зажимной (рисунок 51, таблица 37):
а) при наличии трещин фланец бракуют;
б) разработку посадочного места под соединительный фланец по диаметру D1 разрешается оставлять без исправления, если его величина находится в пределах допуска, указанного в таблице 37;
в) забоины, задиры, риски и коррозия на посадочной поверхности должны быть зачищены;
Рисунок 50 - Крышка лабиринтная большая
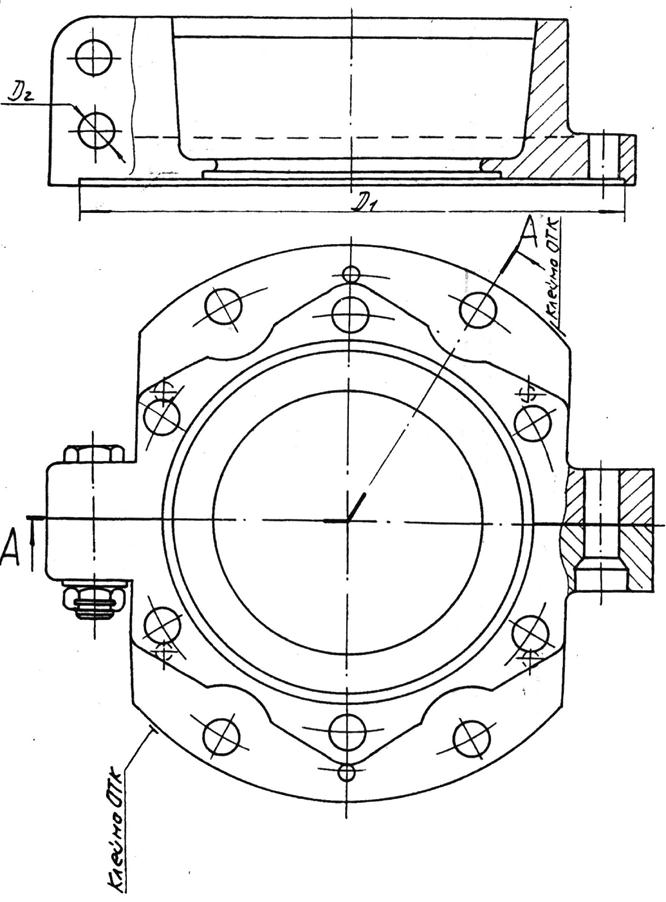
Рисунок 51 - Фланец зажимной
Таблица 37
|
Обозначение |
Чертёжные размеры |
Допускаемые размеры при выпуске из ремонта |
|
D1 |
370+0,057 |
370+0,100 |
|
D2 |
25+0,021 |
25+0,100 |
г) разработку посадочного места по диаметру D1 разрешается восстанавливать электролитическим осталиванием или металлизацией;
д) внутренняя коническая поверхность обеих половин фланца должна быть проверена шаблоном Рр 6267/1-00700-01 ПКТБ ЦТВР МПС в сборе, зачищена и прошлифована шлифовальной шкуркой под посадку резиновой втулки.
5.6.8 Шестерня коническая ведущая (рисунок 52, таблица 38):
а) шестерни, имеющие трещины, изломы, отколы, раковины или выкрашивания бракуют и заменяют новыми;
б) разрешается оставлять без ремонта шестерни, имеющие на поверхности каждого зуба не более одной вмятины глубиной до 1,5 мм и площадью 100 мм2, а также раковины, если их общая площадь не превышает 15% поверхности каждого зуба, следы точечной коррозии диаметром не более 2 мм и глубиной не более 0,5 мм;
в) диаметр D1 посадочной поверхности шестерни должен быть согласован с соответствующим диаметром полого вала для обеспечения сопряжения от зазора 0,029 мм до натяга 0,046 мм;
г) износ посадочной поверхности по D1 разрешается восстанавливать электролитическим осталиванием, металлизацией или цинкованием с толщиной слоя цинка до 0,2 мм на сторону; шестерня ведущая должна заменяться в комплекте с ведомой шестерней с предварительной прикаткой пары.
Примечание - Применение разукомплектованных шестерен без предварительной их прикатки не разрешается.
е) зубчатую пару, не поддающуюся регулировке зацепления по зазору, считают изношенной и заменяют новой.
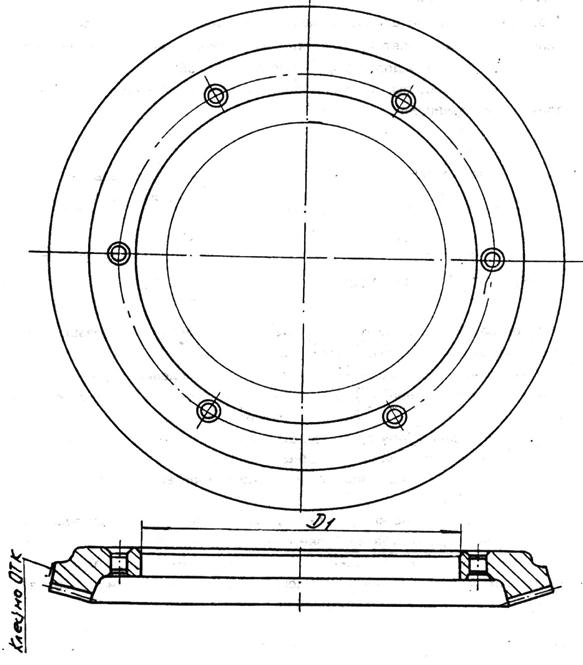
Рисунок 52 - Шестерня коническая ведущая
Таблица 38
|
Обозначение |
Чертёжные размеры |
Допускаемые размеры при выпуске из ремонта |
|
D1 |
236+0,046 |
236+0,060 |
5.6.9 Вал полый редуктора ЕЮК 160-1М (рисунок 53,таблица 39):
а) вал полый перед ремонтом подвергают магнитной дефектоскопии; при наличии трещин и отколов вал полый заменяют новым;
б) диаметр D1 посадочной поверхности должен быть согласован с диаметрами соединительных фланцев и лабиринтных колец для обеспечения посадки с натягом в пределах от 0,084 до 0,159 мм;
в) диаметр D2 посадочной поверхности должен быть согласован с диаметрами конических роликоподшипников для обеспечения сопряжения с натягом в пределах от 0,031 до 0,088 мм;
г) диаметр D3 посадочной поверхности должен быть согласован с посадочным диаметром конической шестерни для обеспечения посадки от зазора 0,029 мм до натяга 0,046 мм;
д) овальность посадочных поверхностей вала полого по D1 и D2 допускается не более 0,01 мм;
е) износ посадочных поверхностей по D1, D2 и D3 или при наличии овальности этих поверхностей более 0,01 мм разрешается восстанавливать вал полый электролитическим осталиванием, металлизацией или цинкованием с толщиной слоя цинка на сторону не более 0,2 мм с последующей механической обработкой до чертежных размеров;
ж) забоины, задиры, коррозия и риски на посадочных и нерабочих поверхностях вала полого должны быть зачищены.
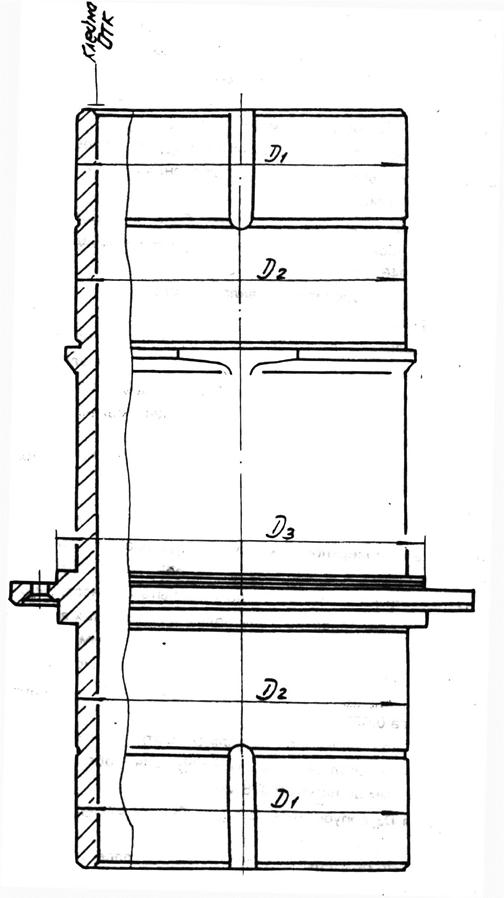
Рисунок 53 - Вал полый (редуктор ЕЮК 160-1М)
Таблица 39
|
Обозначение |
Чертёжные размеры |
Допускаемые размеры при выпуске из ремонта |
|
D1 |
220-0,029 |
220-0,035 |
|
D2 |
220 |
220 |
|
D3 |
236 |
236 |
5.6.10 Корпус редуктора (рисунок 54,55; таблица 40):
а) при наличии трещин, проходящих через резьбовые отверстия или направляющие (посадочные) поверхности корпуса редуктора или при их длине более 50 мм корпус бракуют;
б) посадочные поверхности по диаметру D1 должны быть согласованы с соответствующими посадочными поверхностями больших фланцевых втулок для обеспечения сопряжения от зазора 0,075 мм до натяга 0,018 мм;
в) диаметр D2 посадочной поверхности должен быть согласован с посадочным местом малой фланцевой втулки для обеспечения сопряжения от зазора 0,037 мм до натяга 0,028 мм;
г) диаметр D3 посадочной поверхности должен быть согласован с наружным диаметром роликоподшипника №32309 для обеспечения сопряжения от зазора 0,015 мм до натяга 0,015 мм;
д) разработка отверстия D4 допускается не более 0,5 мм от чертежного размера;
е)
износ направляющих по размеру В допускается не более 0,2 мм от чертежного размера (30![]() ) мм;
) мм;
ж) задиры, риски и коррозия на посадочных поверхностях D1, D2, D3 и D4 должны быть зачищены;
з) износ посадочных мест D1, D2 и D3 разрешается восстанавливать методом электролитического осталивания или металлизации;
и) резьба в отверстиях корпуса редуктора должна быть проверена и отремонтирована в соответствии с требованиями п. 5.1.6 настоящего Руководства;
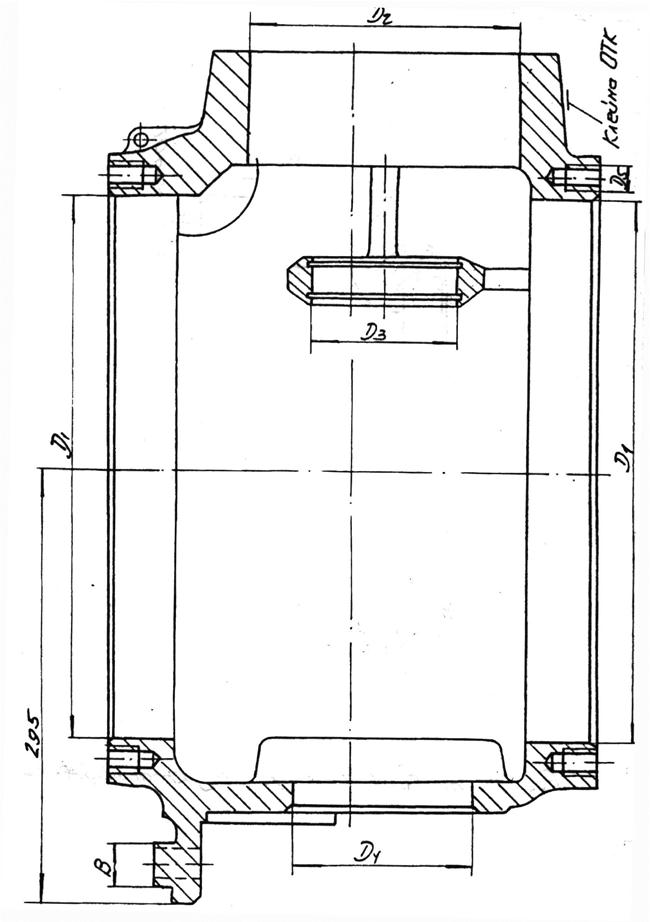
Рисунок 54 - Корпус редуктора ЕЮК 160-1М
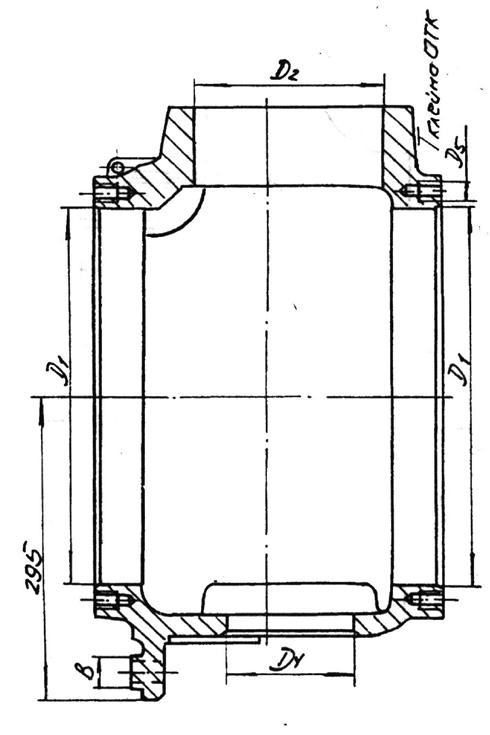
Рисунок 55 - Корпус редуктора ВБА 32/2
Таблица 40
|
Обозначение |
Чертёжные размеры |
Допускаемые размеры при выпуске из ремонта |
|
D1 |
375+0,057 |
375+0,069 |
|
D2 |
180+0,040 |
180+0,050 |
|
D3 |
100 |
100 |
|
D4 |
120+0,035 |
120+0,050 |
|
D5 |
М16×1,5 |
М16×1,5 |
|
В |
30 |
30 |
к) трещины, не проходящие через резьбовые отверстия или направляющие (посадочные) поверхности разрешено заваривать при условии, что длина трещины составляет не более 50 мм и количество их не превышает одной; заварка трещин должна производиться, как указано в п. 5.7.1.з);
л) разрешается наплавлять забоины, отколы на необрабатываемых поверхностях корпуса редуктора.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.