



ЛЕКЦИЯ 13
8. ОСНОВНЫЕ ЭТАПЫ
КОНСТРУИРОВАНИЯ И ИЗГОТОВЛЕНИЯ АРК
Даже самый беглый ретроспективный обзор развития элементной базы АРК показывает, что первые экспериментальные разработки отделены от промышленного внедрения промежутком не более десяти лет. Чем же обусловлен столь короткий срок внедрения АРК? Быстрое внедрение АРК обусловлено их уникальными функциональными возможностями в сочетании с технологической общностью процесса изготовления АРК и ИС. Накопленный промышленностью опыт производства ИС и развитый парк технологического оборудования позволил сравнительно в короткие сроки организовать производство АРК. Однако далеко не всегда эта преемственность решала насущные проблемы производства АРК. По мере совершенствования и появления новых функциональных и конструктивных модификаций АРК возникали новые, специфические требования к технологическому процессу. Вместе с тем производство АРК связано с изготовлением звукопроводов – операцией, резко отличающейся от изготовления подложек ИС. В настоящей главе мы попытаемся в рамках описания общей структуры технологического процесса изготовления АРК подробнее рассмотреть именно специфические его отличия от широко известной планарной технологии ИС.
В процессе конструирования АРК одной из главных проблем является минимизация прямого прохождения электрического сигнала. Особенно сложна электромагнитная развязка входного и выходного преобразователей в полосовых фильтрах на ПАВ, где расстояние между ними не превышает обычно 2 – 5 мм. Это накладывает ряд серьезных ограничений на этапе конструирования корпуса для АРК. Исключение паразитного канала связи между преобразователями, образованного объемными волнами, также обусловливает ряд специальных мер, в частности, рифление обратной поверхности звукопровода. Все эти вопросы конструирования АРК в необходимом объеме будут освещены в настоящей главе.
Для этого примем следующую последовательность изложения, соответствующую этапам изготовления АРК: изготовление звукопровода, преобразователей и других элементов АРК; дополнительные операции, связанные с уменьшением вторичных акустических эффектов, конструкции корпусов АРК, контроль готовых изделий.
8.1. Изготовление звукопровода
Технологический процесс изготовления пьезоэлектрического звукопровода включает следующие операции: ориентация кристалла; резка на заготовки для звукопроводов; общая шлифовка заготовки и шлифовка ее рабочей плоскости (поверхности); полировка рабочей плоскости; выходной контроль.
Выращенные в искусственных условиях були
монокристаллов юстируются (ориентируются относительно кристаллографических
осей) рентгенометрическим или оптическим способом. Менее точный оптический
способ может использоваться на этапе предварительной юстировки ![]() . Точность рентгенометрического
способа юстировки
. Точность рентгенометрического
способа юстировки ![]() . Шлифуются обычно все поверхности
звукопровода, причем для нерабочих поверхностей ограничиваются грубой
шлифовкой. Перед доводкой рабочей поверхности проводят, если это предусмотрено,
рифление противоположной рабочей поверхности звукопровода для рассеяния объемных
волн.
. Шлифуются обычно все поверхности
звукопровода, причем для нерабочих поверхностей ограничиваются грубой
шлифовкой. Перед доводкой рабочей поверхности проводят, если это предусмотрено,
рифление противоположной рабочей поверхности звукопровода для рассеяния объемных
волн.
Доводка рабочей поверхности содержит
этапы грубой и тонкой шлифовки, полировки. К шлифованной поверхности
предъявляются следующие требования: отсутствие выкрошенных участков, царапин,
высокая плоскостность поверхности. С помощью полировки чистота рабочей
поверхности звукопровода доводится до ![]() при
неплоскостности сторон не более 0,1 мкм. Все механические операции по
изготовлению звукопровода весьма специфичны для различных материалов – кварца,
ниобата лития, германата висмута, пьезокерамики и т. д. К примеру, для
полировки кварца применяется полирит, а для германата висмута, пьезокерамики,
ниобата лития – алмазный порошок.
при
неплоскостности сторон не более 0,1 мкм. Все механические операции по
изготовлению звукопровода весьма специфичны для различных материалов – кварца,
ниобата лития, германата висмута, пьезокерамики и т. д. К примеру, для
полировки кварца применяется полирит, а для германата висмута, пьезокерамики,
ниобата лития – алмазный порошок.
Высокие требования к качеству обработки рабочей поверхности звукопровода АРК объясняются рядом причин. Хорошая плоскостность поверхности обеспечивает плотное прилегание фотошаблона в процессе фотолитографии. Это, в свою очередь, позволяет повысить воспроизводимость мелких деталей структуры элементов АРК. Качество рабочей поверхности звукопровода существенно влияет на затухание поверхностной акустической волны. Заметим, что повышение требований к качеству звукопровода влечет за собой удорожание его, усложняя операции шлифовки и полировки поверхности.
Шероховатость и загрязненность
поверхности – основные причины повышенного затухания поверхностной волны.
Наряду с этим возникают отражения волны от неоднородностей на поверхности
звукопровода, также искажающие основные электрические характеристики АРК.
Загрязнение поверхности, в свою очередь, ведет к увеличению затухания. Контроль
на электронном микроскопе при увеличении 15 000 крат позволяет оценить
состояние поверхности звукопровода, предназначенного для работы на частотах до
1 – 2 ГГц. При этом допустимы дефекты поверхности, представляющие локальные
царапины или раковины шириной не более 0,1![]() .
На рабочих частотах ниже 1 ГГц допускается наличие царапин или раковин
около 0,1 мкм.
.
На рабочих частотах ниже 1 ГГц допускается наличие царапин или раковин
около 0,1 мкм.
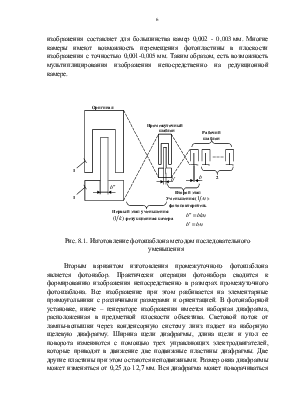
Независимо от выбранного метода последующей фотолитографии на поверхность звукопровода должно быть нанесено проводящее покрытие. Металлизация рабочей поверхности звукопровода производится чаще всего путем вакуумного напыления. К металлической пленке предъявляются следующие требования: малая толщина (0,1-0,5 мкм), равномерность слоя, высокая электрическая проводимость, минимум микродефектов (царапин, непокрытых участков) и т. д.
Наиболее распространенные материалы, используемые для металлизации рабочей поверхности звукопровода – алюминий и золото. Встречно-штыревые преобразователи, изготовленные из алюминия с подслоем ванадия, успешно работают на звукопроводах из кварца, ниобата лития, горячепрессованной пьезокерамики. Медное или золотое покрытие с адгезионным подслоем (предназначенным для увеличения «сцепления» алюминиевой пленки с поверхностью звукопровода) хрома хорошо сочетается с германатом висмута. Металл можно осаждать несколькими способами: 1) испарением металла с нагретой проволоки или тигля; 2) испарением металла из тигля, разогретого с помощью электронного луча; 3) высокочастотным распылением. При выборе технологии осаждения учитывают толщину требуемой пленки, допустимую степень нагрева подложки, расход материала, направленность и равномерность потока материала при распылении.
8.2. Фотолитография
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.