Лабораторная работа № 8
Внешний осмотр и обмер сварных швов.
Цель работы: изучение навыков работы при осмотре и обмере сварных швов, изучение различных конструкций шаблонов для обмера сварных швов.
Внешний осмотр и обмеры сварных швов являются первыми контрольными операциями при приеме готового сварного узла или изделия. Этому способу контроля подвергаются заготовки деталей, их сборку под сварку и готовые швы после сварки.
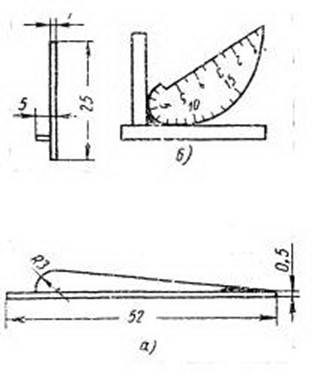
 Контрольными операциями проверяются правильность
выполнения геометрических форм и размеров разделки под сварку (величина
притупления в вершине разделки, зазор меду кромками, угол скоса кромок), а так
же превышение кромок относительно друг друга по высоте и в профильном
направлении. Допускаемые при этом отклонения устанавливаются технологическими
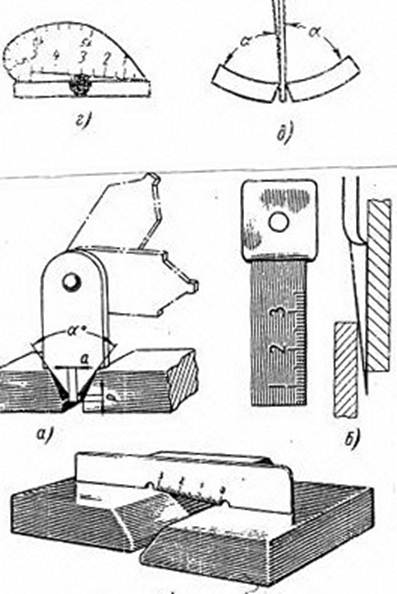
условиями или ГОСТами. Для проверки качества сборки под сварку, применяется
разнообразный инструмент в виде универсальных измерителей (штангенциркуль,
линейка, угольник, и специальные шаблоны. Для проверки величины разделки
кромок, перпендикулярности деталей и зазора при сборке может быть применен
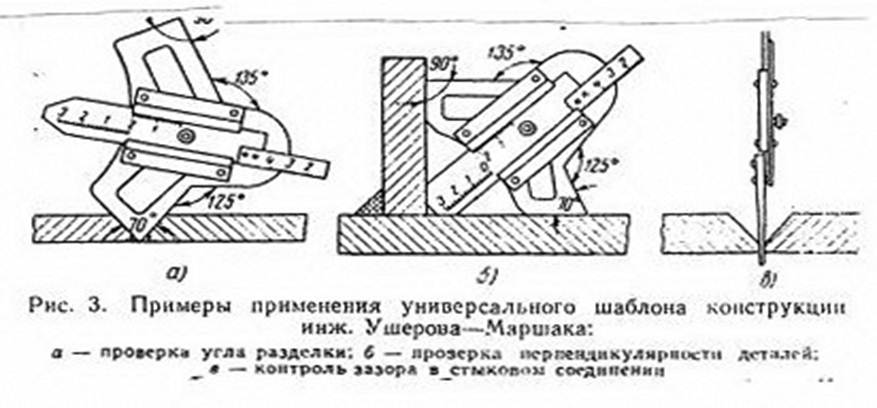
универсальный шаблон конструкции инженера Ушерова-Маршака (рис 1.). Для этих
целей могут быть использованы более простые шаблоны (рис 2.).
Контрольными операциями проверяются правильность
выполнения геометрических форм и размеров разделки под сварку (величина
притупления в вершине разделки, зазор меду кромками, угол скоса кромок), а так
же превышение кромок относительно друг друга по высоте и в профильном
направлении. Допускаемые при этом отклонения устанавливаются технологическими
условиями или ГОСТами. Для проверки качества сборки под сварку, применяется
разнообразный инструмент в виде универсальных измерителей (штангенциркуль,
линейка, угольник, и специальные шаблоны. Для проверки величины разделки
кромок, перпендикулярности деталей и зазора при сборке может быть применен
универсальный шаблон конструкции инженера Ушерова-Маршака (рис 1.). Для этих
целей могут быть использованы более простые шаблоны (рис 2.).
 Сам осмотр производится как невооруженным взглядом, так и
с применением лупы с увеличением в 10 раз. Внешнему осмотру подвергаются все
швы, независимо от их рабочего назначения и последующего способа контроля.
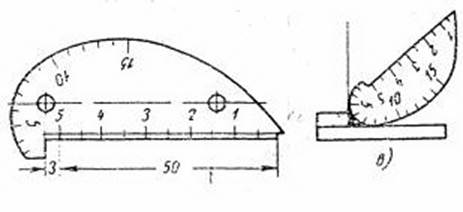
Контроль формы и размеров готовых швов производится при помощи обмеров. Для
этой цели применяются измерительные инструменты, имеющие тонкость измерения ±1мм
или специальные шаблоны. Для контроля размеров сварных швов применяется простой
универсальный шаблон А.И Красовского (рис 3.)
Сам осмотр производится как невооруженным взглядом, так и
с применением лупы с увеличением в 10 раз. Внешнему осмотру подвергаются все
швы, независимо от их рабочего назначения и последующего способа контроля.
Контроль формы и размеров готовых швов производится при помощи обмеров. Для
этой цели применяются измерительные инструменты, имеющие тонкость измерения ±1мм
или специальные шаблоны. Для контроля размеров сварных швов применяется простой
универсальный шаблон А.И Красовского (рис 3.)
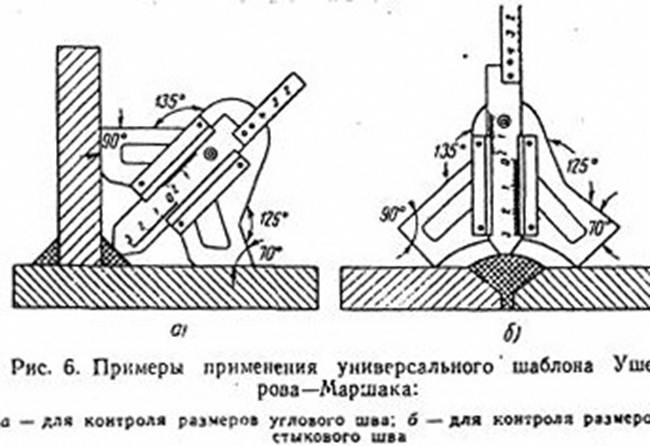
 На (рис 4) показаны
примеры применения универсального шаблона Ушерова-Маршака для контроля размеров
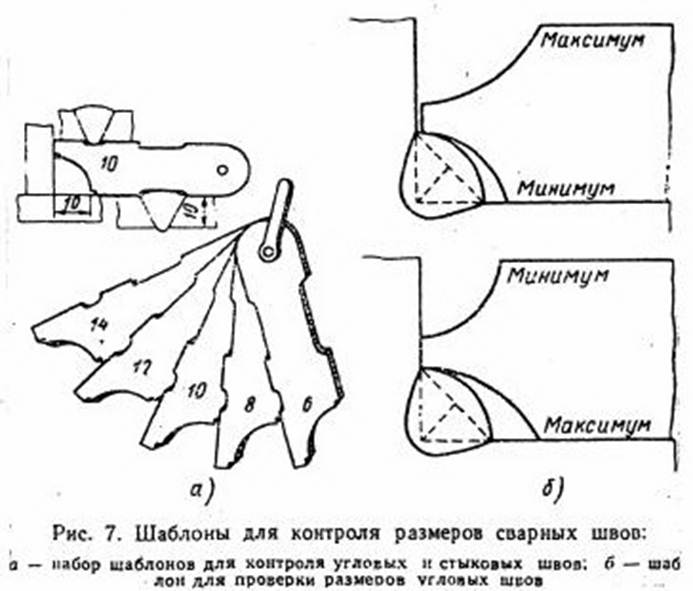
из углового и стыкового шва. Применяется так же набор шаблонов для контроля
угловых и стыковых швов (рис 5).
На (рис 4) показаны
примеры применения универсального шаблона Ушерова-Маршака для контроля размеров
из углового и стыкового шва. Применяется так же набор шаблонов для контроля
угловых и стыковых швов (рис 5).
Каждый из этих шаблонов представляет собой пластину с вырезами под определенный шов, величина которого в мм выбита на самой пластинке.
 Другая конструкция шаблонов такого же типа имеет два
размера: наибольший (проходной) и наименьший (непроходной).
Другая конструкция шаблонов такого же типа имеет два
размера: наибольший (проходной) и наименьший (непроходной).
Внешний осмотр готового сварного шва имеет цель выявить наличие наружных дефектов, таких как непровары, поры стыкового шва, наплывы, подрезы, незаваренные кратеры, трещины, поры и др.
 Перед контролем сварной
шов, прилегающие к нему термические зоны и часть основного метала должна быть
очищены от шлака и брызг расплавленного металла до металлического блеска на
ширину не менее 20 мм по обе стороны шва.
Перед контролем сварной
шов, прилегающие к нему термические зоны и часть основного метала должна быть
очищены от шлака и брызг расплавленного металла до металлического блеска на
ширину не менее 20 мм по обе стороны шва.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.