



























5. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СВАРКИ РЕЛЬСОВЫХ ПЛЕТЕЙ, ЛЕЖАЩИХ В ПУТИ НА ДЛИНУ БЛОК-УЧАСТКА
Фронт работ 1700 м. Продолжительность «окна» - 4 часа.
5.1. Общие условия и правила производства работ
Сварка рельсовых плетей на длину блок-участка или перегона
является
частью технологического процесса усиленного капитального
ремонта
бесстыкового пути.
Работы по укладке и закреплению плетей выполняются в
оптимальном температурном интервале.
При нарушении этого условия применяется принудительный ввод рельсовых плетей в оптимальный интервал по отдельным технологическим процессам.
Сварка рельсовых концов производится передвижной
машиной
ПРСМ со сварочной головкой К-355-1А.
Сварка рельсовых стыков производится двумя способами: подтягиванием и с предварительным изгибом.
Рельсовые вставки и рубки с клееболтовыми изостыками
доставляются
к месту работ без болтовых отверстий; рельсовые плети с
болтовыми
отверстиями.
В подготовительный период рельсосварочной машиной, которой будет производиться сварка плетей, необходимо произвести сварку двух контрольных образцов.
При сварке контрольных образцов определяется фактическое укорочение рельсов на каждый сварной стык в результате оплавления и осадки. Укорочение определяют разницей измерений до и после сварки между рисками, нанесенными на головки двух свариваемых кусков рельсов.
Измерение выполняют линейкой с точностью до 0,5 мм. Уменьшение длины рельсов должно быть занесено сварщиком в сменный рапорт.
Испытывать контрольные образцы допускается в рельсосварочном предприятии в течение срока, не превышающего 1-2 дней. В случае неудовлетворительных результатов испытаний контрольных образцов сварные стыки должны быть забракованы.
Сварные стыки должны соответствовать требованиям, изложенным в Технических указаниях "О восстановлении контактной сваркой лопнувших и дефектных рельсовых плетей бесстыкового пути".
При
работе машины ПРСМ сварочные головки К-355-1А должны
быть
направлены в сторону привариваемой плети.
Переезд по сварному стыку допускается не
ранее, чем через 15 мин.
после окончания сварки.
Для
обеспечения доступа сварочной головки к свариваемому стыку
и
последующей его обработки балласт из стыковых шпальных ящиков
вырезается,
клеммные и закладные болты снимают и убирают подкладки.
Продолжительность "окон" для укладки и
сварки плетей в каждом
варианте устанавливается конкретными
условиями производства работ,
Рельсовая
вставка, заменяющая уравнительный пролет,
изготавливается в рельсосварочном
предприятии. Длина вставки должна
соответствовать суммарной величине
длины рельсов уравнительного пролета,
величине стыковых зазоров, длине
обрезаемых концов под сварку и толщине
металла на осадку и оплавление.
При
выполнении работ по данным технологическим процессам
необходимо соблюдать требования
Правил технической эксплуатации
железных дорог Российской Федерации,
Инструкции по сигнализации на
железных дорогах Российской Федерации, Инструкции по движению поездов и
маневровой работе на железных дорогах
Российской Федерации, Инструкции
по обеспечению безопасности движения
поездов при производстве путевых
работ, Технических указаний по устройству, укладке и содержанию
бесстыкового пути, Инструктивных
материалов по сварочно-наплавочным
работам в путевом хозяйстве части 1-3, Технических условий "Стык изолирующий рельсов типа Р65 с комбинированными металлокомпозитными накладками", Технических условий "Рельсы железнодорожные новые сварные", Правил по охране труда при содержании и ремонте железнодорожного пути и сооружений.
5.2. Способы сварки
При длине привариваемой плети более 120 м сварка производится с предварительным изгибом привариваемой плети.
5.2.1. Сварка с предварительным изгибом привариваемой плети
При сварке с предварительным изгибом (рис. 2, ) раскрепляется только часть плети. На участке ВС длиной 5 м гайки отвертывают на несколько оборотов для облегчения продольного перемещения. На участке СД длиной 40 м клеммы полностью удаляют. Раскрепленную часть плети поднимают над ребордами подкладок и изгибают в горизонтальной плоскости на прямых участках в сторону оси пути, а на кривых — в наружную сторону кривой.
Изгиб плети следует заканчивать, когда торец плети совпадает с торцом приваренной ранее рельсовой вставки.
В процессе сварки изогнутая часть плети выпрямляется под действием продольного усилия, создаваемого сварочной машиной. По окончании сварки плеть не должна занимать исходного положения — стрела остаточного изгиба должна оставаться в пределах 15—30 см. Если остаточная стрела (наибольшее расстояние от внутреннего относительно изгиба плети края подошвы до наиболее удаленной от рельса реборды подкладки) выходит за указанные пределы, сварной стык должен быть забракован и вырезан из плети.
Фактическая остаточная стрела изгиба должна быть записана сварщиком в сменный журнал.
После остывания замыкающего стыка (через 2—3 мин после окончания сварки) оставшуюся изогнутую часть рельсовой плети выпрямляют приложением поперечного усилия. Постановку клемм и закручивание гаек нужно выполнять в направлении от замыкающего сварного стыка.
Сдвиг плети СД при ее изгибе перед сваркой и при выправлении после сварки должен происходить по трем скользунам, равномерно распределенным на участке изгиба; должно быть обеспечено свободное, без большого трения перемещение по ним.
Если сварка выполняется при температуре ниже оптимальной температуры закрепления более чем на 5 °С, то перед сваркой необходимо рассчитать удлинение конца плети (в зоне первого свариваемого стыка), необходимое для последующего ввода плети на участке производства работ в оптимальную температуру закрепления.
Рис. 2 . Схема изгиба рельсовой плети при сварке с предварительным
изгибом:
А, В - места сварки; С, Д - начало и конец изгиба плети; 1 - направление движения ПРСМ; 2 - рельсовая плеть не раскрепляется; 3 - вставка; 4 - скрепления ослабляются; 5 - скрепления удаляются.
5.3. Общая характеристика пути
Участок пути двух путный, электрифицированный,
оборудован
автоблокировкой. В плане путь
имеет 30% прямых и 70% кривых участков.
Верхнее строение пути до ремонта:
- скрепление типа КБ;
- шпалы железобетонные;
- балласт щебеночный;
-накладки на инвентарных рельсах 4-х дырные, на рельсах уравнительных пролетов 6-ти дырные.
В пределах одного блок-участка уложены три пары рельсовых плетей; на границах блок-участков в уравнительных пролетах расположены изолирующие стыки с металлокомпозитными накладками.
Верхнее строение пути после ремонта:
-конструкция пути не меняется.
Рельсы уравнительных пролетов заменены на рельсовые вставки. Рельсовые плети сварены до длины блок-участка.
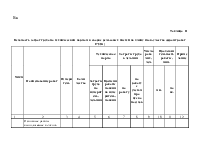
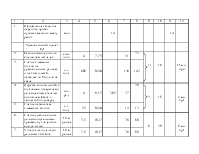
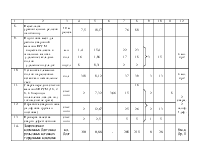
5.4. Объем основных работ
Замена уравнительных рельсов на рельсовые
вставки, м пути...................................................................... 75,0
Сварка рельсовых стыков машиной ПРСМ, стык
нити, всего............................................................................. 8
в том числе способом подтягивания, стык нити............. 4
способом
предварительного изгиба,
стык
нити.................................................
4
Закрепление гаек торцовыми ключами, м пути...... 140
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.