Сварка рельсов вторым способом - оплавлением с предварительным прерывистым подогревом состоит из стадии прерывистого подогрева, стадии непрерывного оплавления; стадии осадки и сварки, стадии остывания сварных стыков. В этом способе в отличие от первого разогрев металла рельсов производится путем многократного циклического смыкания и размыкания рельсовых концов. Электроконтактная сварка обеспечивает наиболее высокое качество сварных стыков. Качество сварных стыков определяется степенью пластических деформаций и нагрева металла рельсов. В связи с этим первостепенной является обязательность строгого обеспечения режимов сварки, утверждаемых Главным управлением пути МПС.
7.3. Электродуговая сварка
При электродуговой сварке рельсы соединяют металлом электрода, который расплавляется от тепла дугового разряда.
Электродуговая сварка стыков не требует приложения осадочного давления. Для этой сварки используют переменный ток от трансформатора или постоянный ток от передвижного сварочного агрегата.
Лучшим способом электродуговой сварки является ванный способ, при котором концы рельсов, обрезанные перпендикулярно продольной оси, устанавливают без перелома в плане, а в профиле с возвышением 3-5 мм, и в таком положении закрепляют с зазором 14-16 мм.
Между торцами вводят электрод, через который пропускают ток в 300-350 ампер. Расплавленный металл электрода заполняет зазор между торцами по всему сечению рельса.
Чтобы расплавленный металл электрода не растекался, применяют инвентарные медные формы, которыми закрывается зазор снизу и с боков. Сваренные стыки шлифуют по всему периметру рельса. Качество сваренного стыка зависит от электродов и их обмазки, постоянства жидкого состояния металла до окончания процесса сварки, тщательности обработки шва.
Электродуговую сварку применяют только для рельсов, укладываемых на станционных путях, кроме главных и приемо-отправочных.
7.4. Газопрессовая сварка
Газопрессовая сварка обеспечивает соединение металла при температуре
ниже точки плавления с приложением давления.
Основным достоинством газопрессовой сварки рельсов является высокое качество соединения и получение однородной структуры металла в зоне стыка, поэтому данный вид сварки особенно выгоден в применении к более тяжелым типам рельсов.
Перед сваркой торцы двух рельсов приставляют плотно один к другому и вместе стыка одновременно прорезают торцы обоих рельсов дисковой пилой на рельсорезном станке или при помощи механической ножовки, что обеспечивает плотность прилегания торцов и чистоту металла. Непосредственно перед сваркой торцы рельсов должны быть тщательно промыты четыреххлористым углеродом или дихлорэтаном. Подготовка перед сваркой заключается в предварительном нагреве концов рельс.
Для нагрева рельса применяются многопламенные горелки типа МГ – 50Р,
МГ – 65Р, МГ – 75Р. Многопламенная горелка типа МГ – Р65 представлена на рисунке 1.3.
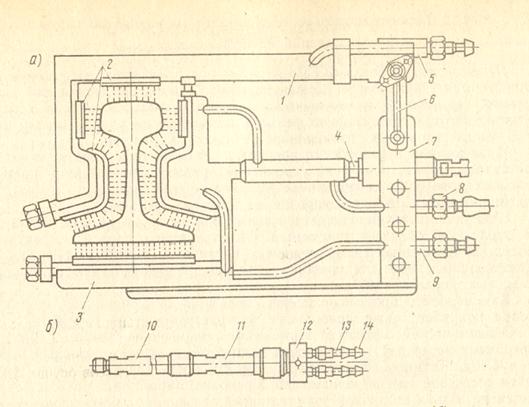
Рис.7.3: Многопламенная горелка МГ-Р65 (а) и ее ствол (б):
1 – верхняя часть горелки; 2 – колодки с отверстиями для газа; 3 – нижняя часть горелки; 4 – газопровод; 5 и 9 – трубопроводы для проточной воды; 6 – газовая скоба соединяющая 1 и 3; 7 – газовая распределительная камера; 8 – шнур с ниппелем; 10 – надставка, соединяющая ствол со смесительной камерой; 11 – смесительная камера; 12 – ствол горелки; 13 и 14 – штуцера для подачи газа к стволу.
Концы рельсов зажимают гидравлическим прессом и нагревают до температуры 12000С системой многопламенных горелок, совершающих колебательные движения вдоль стыка (50 колебаний в минуту). Одновременно рельсы сжимаются с установленной расчетом силой (10 – 13 тонн) до получения осадки заданной величины (около 20 мм).
Для сварки применяются универсальные газопрессовые станки СГП – 8У или МГП – 9.
После сваривания производится обработка стыка, а затем его нормализация.
7.5. Алюмотермитная сварка
Создание высокоскоростных магистралей и бесстыкового пути устанавливает высокие стандарты качества к рельсам, особенно в местах их соединения. В полной мере этим стандартам отвечает алюмотермитная сварка рельсов.
Алюмотермитная сварка рельсов предназначена для соединения между собой в любом сочетании объемно-закаленных, поверхностно-закаленных и термически не упрочненных рельсов.
Сварка стыков рельсовых плетей и стыков (кроме изолирующих) стрелочных переводов, уложенных на деревянных или железобетонных шпалах и брусьях, может производиться на главных, приемо-отправочных, станционных и горочных путях железных дорог Российской Федерации, на подъездных путях промышленных предприятий, а также в метрополитене.
В основе этого процесса лежит термитная реакция, открытая в 1896 году профессором Гансом Гольдшмидтом, и представляющая собой химическую реакцию восстановления чистого железа из его окиси при помощи алюминия с выделением большого количества тепла:
Fe2O3 + 2Al => 2Fe + Al2O3 + 849 кДж
Термитная реакция происходит в тигле в течение нескольких секунд после поджига термитной порции, состоящей из смеси порошкового алюминия, оксида железа, частиц стали, демпфирующих реакцию, и легирующих добавок, необходимых для получения стали нужного качества. Реакция проходит при температуре свыше 2000oС с конечным послойным разделением продуктов реакции: жидкой стали (снизу) и легкого шлака (сверху).
В России ВНИИЖТ совместно с иностранными фирмами Снага (Словакия), Электро-Термит (Германия), Рельтех (Чехия и Франция) выполняют работы, связанные с термитной сваркой рельсовых элементов в зоне соединительных путей. При укладке бесстыкового пути термитный способ сварки рельсов (рис.1.4.) играет ведущую роль. В настоящее время в зоне стрелочных переводов он является основным методом соединения рельсов. Это экономически выгодная технология, отличающаяся большой гибкостью применения. В большинстве случаев сварку можно проводить без закрытия перегона. Технология фирмы «Электро-Термит», получив наибольшее распространение по сравнению с другими фирмами, представляет на рынке России два основных метода электро-термитной сварки, а именно так называемый, метод СоВоС (SoWoS) и метод СкФау (SkV) (рис.1.5).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.