


















2 РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
2.1 Анализ технических требований на изготовление детали. Рекомендации по их обеспечению и контролю
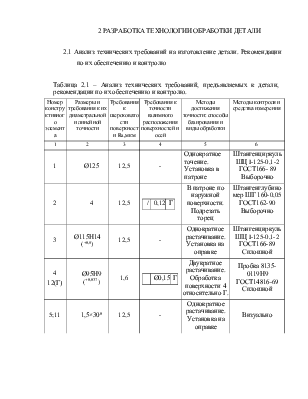
Таблица 2.1 – Анализ технических требований, предъявляемых к детали, рекомендации по их обеспечению и контролю.
|
Номер конструктивного элемента |
Размеры и требования к их диаметральной и линейной точности |
Требования к шероховатости поверхности Ra,мкм |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности: способы базирования и виды обработки |
Методы контроля и средства измерения |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
|||
|
1 |
Ø125 |
12,5 |
- |
Однократное точение. Установка в патроне |
Штангенциркуль ШЦ I-125-0,1-2 ГОСТ166- 89 Выборочно |
|||
|
2 |
4 |
12,5 |
|
В патроне по наружной поверхности. Подрезать торец |
Штангенглубиномер ШГ 160-0,05 ГОСТ162-90 Выборочно |
|||
|
3 |
Ø115Н14 (+0,8) |
12,5 |
- |
Однократное растачивание. Установка на оправке |
Штангенциркуль ШЦ I-125-0,1-2 ГОСТ166-89 Сплошной |
|||
|
4 12(Г) |
Ø95Н9 (+0,037) |
1,6 |
|
Двукратное растачивание. Обработка поверхности 4 относительно Г. |
Пробка 8135-0119Н9 ГОСТ14816-69 Сплошной |
|||
|
5;11 |
1,5×300 |
12,5 |
- |
Однократное растачивание. Установка на оправке |
Визуально |
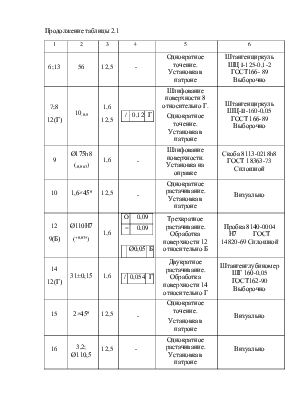
Продолжение таблицы 2.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|||||||
|
6;13 |
56 |
12,5 |
- |
Однократное точение. Установка в патроне |
Штангенциркуль ШЦ I-125-0,1-2 ГОСТ166- 89 Выборочно |
|||||||
|
7;8 12(Г) |
10-0,8 |
1,6 12,5 |
|
Шлифование поверхности 8 относительно Г. Однократное точение. Установка в патроне |
Штангенциркуль ШЦ-II-160-0,05 ГОСТ 166-89 Выборочно |
|||||||
|
9 |
Ø175h8 (-0,063) |
1,6 |
- |
Шлифование поверхности. Установка на оправке |
Скоба 8113-0218h8 ГОСТ 18363-73 Сплошной |
|||||||
|
10 |
1,6×450 |
12,5 |
- |
Однократное растачивание. Установка в патроне |
Визуально |
|||||||
|
12 9(Б) |
Ø110Н7 (+0,035) |
1,6 |
|
Трехкратное растачивание. Обработка поверхности 12 относительно Б |
Пробка 8140-0004 Н7 ГОСТ 14820-69 Сплошной |
|||||||
|
14 12(Г) |
31±0,15 |
1,6 |
|
Двукратное растачивание. Обработка поверхности 14 относительно Г |
Штангенглубиномер ШГ 160-0,05 ГОСТ162-90 Выборочно |
|||||||
|
15 |
2×450 |
12,5 |
- |
Однократное точение. Установка в патроне |
Визуально |
|||||||
|
16 |
3,2; Ø110,5 |
12,5 |
- |
Однократное растачивание. Установка в патроне |
Визуально |
|||||||
|
17 |
2; Ø174,5 |
12,5 |
- |
Однократное точение. Установка в патроне |
Визуально |
Окончание таблицы 2.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|||
|
18 |
2,8Н13(+0,14); Ø114Н13 (-0,5) |
3,2 |
- |
Однократное растачивание. Установка в патроне |
Шаблон 2,8+0,14 012-8154-3622 Сплошной |
|||
|
19 9(Б) |
4,7Н13(+0,18); Ø169,4 |
1,6 |
|
Однократное точение. Обработка поверхности 19 относительно Б. |
Шаблон 4,7+0,18 012-8-154-3335 Скоба 012-8119-3282 Сплошной |
|||
|
20 9(Б) |
Ø11Н14(+0,8) |
12,5 |
|
Сверление отверстия. Обработка отверстия 20 относительно Б. |
Пробка 8135-0119-69Н14 ГОСТ 14816-69 (Ø11) Сплошной |
|||
|
21 |
М10-7Н |
1,6 |
- |
Нарезание резьбы. Установка в приспособлении. |
Резьбовая калибр-пробка 8221-3044 7Н ГОСТ 17758-72 Сплошной |
2.2 Выбор вида и обоснование метода получения заготовки
2.2.1 Описание метода получения заготовки
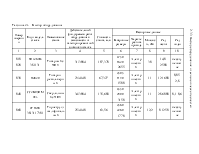
По базовому технологическому процессу метод получения заготовки- литье в песчаную форму, материал – ВЧ45. Для получения заготовки приготавливают смесь и подают на участок формовки с помощью ленточного транспорта .
Формовка осуществляется с помощью автоматической формовочной линии AFL-30, где готовят верхнюю и нижнюю опоки.
Формы загружают и готовят шихту, которая загружается в суточные бункера, затем идет плавильная операция в индукционных тигельных печах модели ИЧТ-31 . Чугун, расплавленный для заливки , из воронки выпускают в поворотный ковш, который имеет снаружи стальной кожух, внутри он футирован огнеупорным кирпичом. После проверки осуществляют заливку металла. Затем идет выбивка отливки из формы, отливку отделяют от системы. Очистка отливки осуществляется с помощью дроби в дробеметной камере модели СН12Х18. Качество отливки проверяют внешним осмотрам.
Конфигурация наружного контура и внутренних поверхностей не вызывает значительных трудностей при получении заготовки. Внутренняя полость выполняется стержнем. Заусенцы зачищают с помощью обдирочно-шлифовального станка 3Е375. После очистки и контроля отливку направляют в механический цех для обработки.
2.2.2 Определение припусков и допусков по стандартам. Расчет размеров и массы заготовки, коэффициента использования материала
Материал – Чугун ВЧ 45 ГОСТ 7293-85
Точность отливки – 9-5-10-10 по ГОСТ 26645-85
Таблица 2.2 – Назначение допусков на отливку
|
Номер поверхности |
Номинальный размер детали |
Допуск размера заготовки |
Допуск формы |
Общий допуск |
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Ø125 |
2,4 |
0,32 |
2,4 |
|
4 |
Ø95Н9(+0,037) |
2,2 |
0,32 |
2,4 |
|
6;13 |
56 |
2,0 |
0,32 |
2 |
|
7;8 |
10-0,8 |
1,2 |
0,32 |
1,2 |
|
9 |
Ø175h8(-0,063) |
2,8 |
0,50 |
3,2 |
|
12 |
Ø110Н7(+0,035) |
2,4 |
0,32 |
2,4 |
|
14 |
31±0,15 |
2,0 |
0,32 |
2,0 |
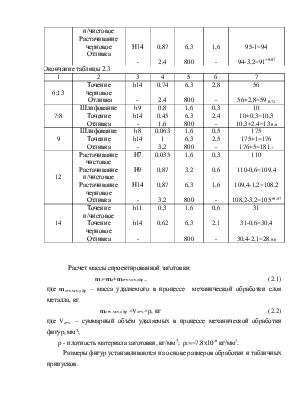
Таблица 2.3 – Табличный расчет припусков
|
Номер поверхности |
Переходы механической обработки поверхности |
Точность обработки |
Припуск табличный Z,мм |
Расчет размера заготовки (d или D), мм |
||
|
Квалитет |
Допуск мм |
Шероховатость, Rа мкм |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
Точение черновое Отливка |
h14 - |
1 3,2 |
6,3 800 |
1,7 - |
125 125+1,7 =127-1 |
|
4 |
Растачивание п/чистовое Растачивание черновое Отливка |
Н9 Н14 - |
0,037 0,87 2,4 |
1,6 6,3 800 |
0,5 1,6 - |
95 95-1=94 94-3,2=91+0,87 |
|
Окончание таблицы 2.3 |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
6;13 |
Точение черновое Отливка |
h14 - |
0,74 2,4 |
6,3 800 |
2,8 - |
56 56+2,8=59-0,74 |
|
7;8 |
Шлифование Точение Отливка |
h9 h14 - |
0,8 0,45 1,6 |
1,6 6,3 800 |
0,3 2,4 - |
10 10+0,3=10,3 10,3+2,4=13-0,6 |
|
9 |
Шлифование Точение Отливка |
h8 h14 - |
0,063 1 3,2 |
1,6 6,3 800 |
0,5 2,5 - |
175 175+1=176 176+5=181-1 |
|
12 |
Растачивание чистовое Растачивание п/чистовое Растачивание черновое Отливка |
Н7 Н9 Н14 - |
0,035 0,87 0,87 3,2 |
1,6 3,2 6,3 800 |
0,3 0,6 1,6 - |
110 110-0,6=109,4 109,4-1,2=108,2 108,2-3,2=105+0,87 |
|
14 |
Точение п/чистовое Точение черновое Отливка |
h11 h14 - |
0,3 0,62 |
1,6 6,3 800 |
0,6 2,1 - |
31 31-0,6=30,4 30,4-2,1=28-0,6 |
Расчет массы спроектированной заготовки:
mз=mд+mотх.мех.обр., (2.1)
где mотх.мех.обр – масса удаляемого в процессе механической обработки слоя металла, кг.
mотх.мех.обр =Vотх.×ρ, кг (2.2)
где Vотх. – суммарный объём удаляемых в процессе механической обработки фигур, мм3;
ρ - плотность материала заготовки, кг/мм3; ρСЧ=7,8х10-6 кг/мм2.
Размеры фигур устанавливаются на основе размеров обработки и табличных припусков.
Определение объема удаленных фигур:
 , (2.3)
, (2.3)
где Д – диаметр заготовки, мм;
l – длина заготовки, мм.
 ,
,
 ,
,
 ,
,
 ,
,
 ,
,
 ,
,
 ,
,
 ,
,
 ,
,
 ,
,

mотх.мех.обр =33930.66×7,8×10-6=0,26кг
mз=2,5+0,26=2,76кг
Коэффициент использования заготовки:
 (2.4)
(2.4)
где mЗ – масса рассчитанной заготовки, кг;
Пересчитанный коэффициент использования материала:
 (2.5)
(2.5)
где Нрасх – пересчитанная норма расхода материала, кг:
Нрасх.=mз+mотх. ,кг (2.6)
mотх.= mз×10%=2,76×0,1=0,276 кг
Нрасх.=2,76+0,276=3,036 кг
КИМ получился больше в проектном варианте, чем в базовом, следовательно, данная заготовка может быть принята в проекте.
2.3 Разработка проектного технологического процесса
2.3.1 Анализ базового технологического процесса и составление последовательности обработки для проектируемого техпроцесса
Базовый техпроцесс состоит из следующих операций:
010 Токарная с ЧПУ (станок модели 1П426Ф3):
подрезать торец 2; точить поверхность 3; подрезать торец 1;
020 Токарная с ЧПУ (станок модели 1П426Ф3):
точить поверхность 7 с подрезкой торца 1 со снятием фаски 6; подрезать торец 5; расточить три отверстия 3,4,9 со снятием фасок 2,8; точить поверхность 7 окончательно; расточить отверстие 3,4 окончательно; расточить отверстие 9 окончательно; расточить канавку 10; точить канавку 13; точить канавку 12; точить канавку 11;
030 Токарно-винторезная (станок модели 16К20):
расточить отверстие 1 с подрезкой торца 2; точить фаски 3,4;
040 Внутришлифовальная (станок модели 3К227):
шлифовать отверстие 1;
050 Сверлильная с ЧПУ (станок модели СС2В05ПМФ4)
центровать шесть отверстий 1; сверлить шесть отверстий 1; центровать два отверстия 2 со снятием фаски 3; сверлить два отверстия 2; нарезать резьбу в двух отверстиях 2;
060 Слесарная;
070 Торцекруглошлифовальная (станок модели 3Т161Е):
шлифовать поверхность 2 с подшлифовкой торца 1;
080 Промывка;
090 Контроль.
В данном ТП обработку отверстия 12 с требуемой точностью и шероховатостью можно достичь на станке 1П426Ф3, поэтому предлагается исключить внутришлифовальную операцию производимую на станке модели 3К227, тем самым уменьшив время на обработку детали.
В соответствии с этим ТП будет выглядеть так:
010 Токарная с ЧПУ (станок модели 1П426Ф3);
020 Токарная с ЧПУ (станок модели 1П426Ф3);
030 Токарно-винторезная (станок модели 16К20);
040 Сверлильная с ЧПУ (станок модели СС2В05ПМФ4);
050 Слесарная;
060 Торцекруглошлифовальная (станок модели 3Т161Е);
070 Промывка;
080 Контроль.
2.3.2 Выбор и обоснование технологических баз
На операции 010 «Токарная с ЧПУ» деталь устанавливается в трехкулачковом патроне. Базирование осуществляется по наружной цилиндрической необработанной поверхности (черновая база). На данной операции получают чистовые базовые поверхности
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.