|
Таблица2.10 |
- Выбор измерительного инструмента |
||||||||||
|
Номер и наименование операции |
Наименование инструмента и его код |
Диапазон измерения инструмента |
Точность измерения инструмента |
Допуск измеряемого размера |
Обозначение по стандарту |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
||||||
|
010 Сверлильная с ЧПУ |
Штангенциркуль 393311ХХХХ |
0-125 |
0,1 и 0,05 |
0,1 |
ШЦ-1-125-0,1-2 ГОСТ 166-89 |
||||||
|
Пробка 393110ХХХХ |
1-360 |
0,01 |
0,16 |
8133-0949 НИ ГОСТ 14810-69 |
|||||||
Окончание таблицы 2.10
|
1 |
2 |
3 |
4 |
5 |
6 |
|
020 Токарно-винторезная |
Скоба 393120ХХХХ |
1-360 |
0,01 |
0,13 |
8113-0112 dll ГОСТ 18362-93 |
|
Шаблон 10 + 0,18 393610ХХХХ |
- |
0,18 |
ХХХ-8163-3371 |
||
|
Калибр 30±0,26 393110ХХХХ |
- |
0,26 |
ХХХ-83 64-6602 |
||
|
030 Вертикально-протяжная |
Калибр 10Д10 393110ХХХХ |
- |
0,01 |
0,036 |
ХХХ-8154-3286 |
|
Калибр 38,3+и'2 393110ХХХХ |
- |
0,2 |
ХХХ-8154-3080 |
||
|
050 Комплексная с ЧПУ |
Пробка 393110ХХХХ |
1-360 |
0,01 |
ХХХ-8132-3099 |
|
|
Пробка 393110ХХХХ |
1-360 |
0,01 |
ХХХ-8132-3100 |
||
|
Пробка резьбовая 393141ХХХХ |
М14 |
8221-3059 ГОСТ 17758-72 |
|||
|
Штангенциркуль 393311ХХХХ |
0-125 |
ШЦ-1-125-0,1-2 ГОСТ 166-89 |
|||
|
Шаблон 14± 0,215 393610XXXX |
- |
0,215 |
ХХХ-8103-7591 |
2.4 Разработка операционного технологического процесса
2.4.1 Определение режимов резания на проектируемые операции (переходы). Сводная таблица режимов резания
|
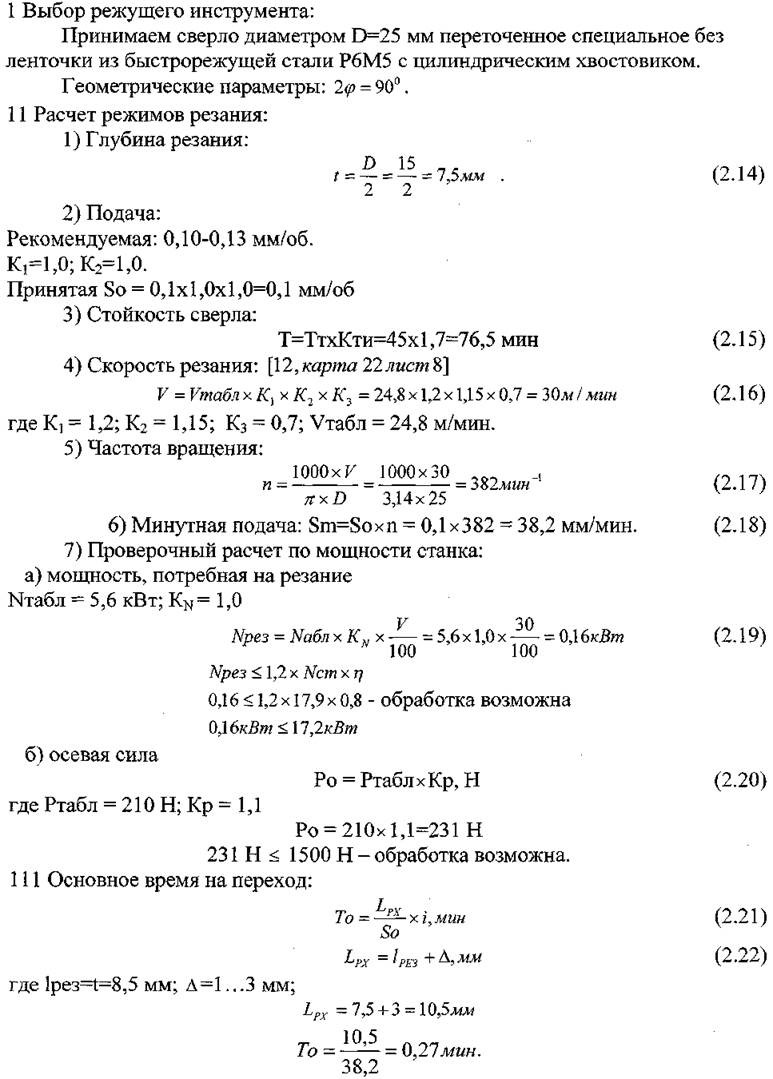
Рисунок 2.3 - Эскиз обработки поверхности. |
Табличный расчет режимов резания для операции 050 Комплексной на обрабатывающих центрах с ЧПУ; станок модели ИР320ПМФ4 Переход 2: центровать отверстие 9 до образования фаски 10.
|
|
2.4.2 Разработка управляющей программы (УП) обработки детали
Исходные данные:
Станок - многоцелевой станок с ЧПУ модели CC2ВПМФ4
УЧПУ-2С42-65;
Деталь типа «Цапфа»;
Материал - сталь 35 ГОСТ 1050-88;
Заготовка - поковка;
Тип производства - среднесерийный.
Рисунок 2.4 - Эскиз детали.
Рисунок 2.5 - Эскиз заготовки.
Таблица 2.12- Последовательность обработки детали
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.