2 РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
2.1 Анализ технических требований, предъявленных к детали.
Рекомендации по их обеспечению и контролю
Анализ проведён в табличной форме.
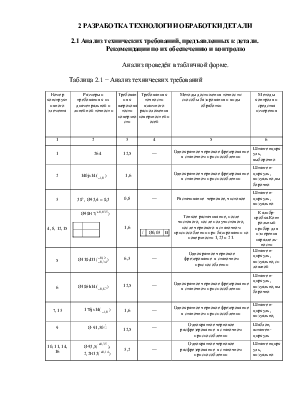
Таблица 2.1 − Анализ технических требований
|
Номер конструктивного элемента |
Размеры и требования к их диаметральной и линейной точности |
Требования к шероховатости поверхности |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности: способы базирования и виды обработки |
Методы контроля и средства измерения |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|||||||
|
1 |
264 |
12,5 |
— |
Однократное черновое фрезерование в станочном приспособлении |
Штангенциркуль, выборочно |
|||||||
|
2 |
140js14( |
1,6 |
Однократное черновое фрезерование в станочном приспособлении |
Штанген-циркуль, визуально,выборочно |
||||||||
|
3 |
30˚, Ø93,4 ± 0,3 |
0,8 |
— |
Растачивание черновое, чистовое |
Штанген-циркуль, визуально |
|||||||
|
4, 8, 12,15 |
Ø90Н7(
|
1,6 |
|
Тонкое растачивание, после чистового, после получистового, после чернового в станочном приспособлении при базировании по поверхности 1,23 и 21. |
Калибр-пробка.Контрольный прибор для измерения параллель-ности |
|||||||
|
5 |
Ø110d11( |
6,3 |
— |
Однократное черновое фрезерование в станочном приспособлении |
Штанген-циркуль, визуально,сплошной |
|||||||
|
6 |
Ø106h14( |
12,5 |
— |
Однократное черновое фрезерование в станочном приспособлении |
Штанген-циркуль, визуально,выборочно |
|||||||
|
7, 13 |
178js14( |
1,6 |
— |
Однократное черновое фрезерование в станочном приспособлении |
Штанген-циркуль, визуально, |
|||||||
|
9 |
Ø 91,30ْ |
12,5 |
— |
Однократное черновое расфрезерование в станочном приспособлении |
Шаблон, штанген- циркуль |
|||||||
|
10, 11, 14, 16 |
Ø93,5( |
3,2 |
— |
Однократное черновое расфрезерование в станочном приспособлении |
Штангенциркуль, визуально |
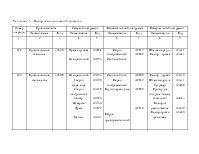
Окончание таблицы 2.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|||
|
17 |
38 |
12,5 |
— |
Однократное черновое фрезерование в станочном приспособлении |
Штангенцир-куль,визуально,выборочно |
|||
|
18 |
М8-6Н |
6,3 |
|
Нарезать резьбу метчиком, после сверления |
Резьбовая калибр-пробка |
|||
|
19, 20 |
М16×1,5-6Н |
6,3 |
— |
Нарезать резьбу метчиком, после сверления |
Резьбовая калибр-пробка |
|||
|
21 |
86±0,3 |
12,5 |
— |
Однократное черновое фрезерование в станочном приспособлении |
Штангенциркуль, визуально,выборочно |
|||
|
22 |
Ø12Н9( |
6,3 |
— |
Сверление, зенкерование, развертывание |
Калибр- пробка |
|||
|
23 |
153±0,3 |
3,2 |
— |
Однократное черновое фрезерование в станочном приспособлении |
Штангенциркуль, визуально, выборочно |
|||
|
24 |
М12-6Н |
12,5 |
|
Нарезать резьбу метчиком, после сверления. При базировании по поверхности 13. |
Резьбовая калибр-пробка |
2.2 Выбор вида и обоснование метода получения заготовки
2.2.1 Описание метода получения заготовки
Заготовка - отливка. Изготавливается на заводе литья и нормалей в литейном цехе высокопрочного чугуна. Анализ существующего способа получения заготовки для детали «Корпус» МКС 0213201 с учётом конфигурации детали показал, что методом получения заготовки целесообразно принять литьё в сырые песчано-глинистые формы на автоматических формовочных линиях АФА 30. Отливка стержневая, количество мест 1. Модификация чугуна осуществляется внутриформенно.
Процесс изготовления отливки выглядит следующим образом: на смесеприготовительном отделении изготавливается смесь, которая по ленточному конвейеру подаётся на участок формовки. На этом участке, на линии АФА 30 изготавливаются формы. После приготовления смеси проверяют её физические свойства.
АФА 30 имеет по две встряхивающие-прессующие формовочные машины типа ФРПА-30 для изготовления нижней и верхней полуформ. Процесс изготовления полуформ следующий: уплотнение формовочной смеси осуществляется встряхиванием и прессованием с подпрессовкой плоской нажимной плитой. Этот процесс можно прервать с помощью кнопки стопора, чтобы в случае необходимости вручную произвести дополнительную дозировку формовочной смеси с помощью ленточного питателя. Модельная плита может нагреваться нагревательным устройством.
Металл для заливки готовят из шихты, которая загружается в суточные бункера, затем идёт плавильная операция. Шихту загружают и плавят металл, после чего проверяют химический состав и температуру металла. Затем происходит сборка полуформ. В собранные полуформы производится заливка металла. При этом получается заготовка с нормальными припусками на обработку.
Транспортировка форм осуществляется на горизонтально-замкнутом левовращающемся ленточном конвейере с тактовым шагом. Конвейер состоит из последовательного цепного движения тележечной единицы по рельсам.
Охлаждение отливок осуществляется на ленточном конвейере в стальной опоке. Охлаждённые формы транспортируются к устройству выбивки форм
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.