масса удаляемого в процессе механической обработки слоя металла, кг.
mотх.мех.обр =Vотх.*ρ, кг (2.4)
где Vотх. – суммарный объём удаляемых в процессе механической обработки фигур, мм3;
ρ - плотность материала заготовки, кг/мм3; ρСЧ=7,2∙10-6 кг/мм2.
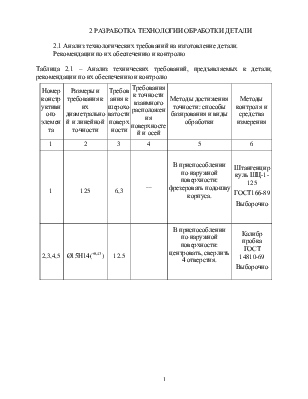
Рисунок 2.2- Схема графического расположения припусков и допусков на обработку отверстия Ø72Н7(+0.03)
Размеры фигур устанавливаются на основе размеров обработки и табличных припусков.
Определение объема удаленных фигур:
 , (2.5)
, (2.5)
где Д – диаметр заготовки, мм;
l – длина заготовки, мм.
![]() мм3
мм3
![]() мм3
мм3
![]() мм3
мм3
![]() мм3
мм3
![]() мм3
мм3
Vобщ= V1+V2+V3+V4+V5 (2.6)
Vобщ==21346+2387+12717+14107+58496=109055 мм3
mотх.мех.обр =109055×7,2∙10-6
mз=3,1+0,785=3,885 кг
Коэффициент использования заготовки:
 (2.7)
(2.7)
где mЗ – масса рассчитанной заготовки, кг;
Пересчитанный коэффициент использования материала:
 ,
(2.8)
,
(2.8)
где Нрасх – пересчитанная норма расхода материала, кг (см. п.1.3, формула 1.6):
Нрасх=3,885+3,885×0,15=4,39 кг
КИМ получился больше в проектном варианте, чем в базовом, следовательно, данная заготовка может быть принята в проекте. В проектном варианте КИМ входит в допустимое значение (КИМ≥0,75).
2.3 Разработка проектного технологического процесса
2.3.1 Анализ базового технологического процесса и составление последовательности обработки для проектируемого техпроцесса
010 Фрезерная с ЧПУ (ГФ2171):
1 Фрезеровать подошву корпуса, выдерживая размер 47±0,3;
2 Центровать последовательно 4 отверстия в подошве , выдерживая размеры 120±0,3 ;
3 3Сверлить последовательно 4 отверстия , выдерживая размер Ø15Н14(+0,43)
020 Слесарная- снять заусенцы
030 Комплексная с ЧПУ (ИР 500 ПМФ4):
1 Фрезеровать торец корпуса, выдерживая размер 94-1(предварительно);
2 Поворот стола на 90°;
3 Фрезеровать ухо, выдерживая размеры 42±0,3;40±2;
4 Поворот стола на 90°;
5 Фрезеровать торец корпуса, выдерживая размер 90-0,8 ;
6 Поворот стола на 90°;
7 Фрезеровать ухо, выдерживая размер 18-0,4;
8 Поворот стола на 180°;
9 Центровать отверстие в ухе;
10 Сверлить отверстие Ø13Н14(+0,43);
11 Поворот стола на 90°;
12 Расточить отверстие предварительно до Ø68+0,4;
13 Расточить отверстие предварительно до Ø71,4+0,2;
14 Точить фаску 1,6±0,2×45°;
15 Поворот стола на 180°;
16 Точить фаску 1,6±0,2×45°;
17 Расточить канавку, выдерживая размеры 1,9+0,25;48±0,1; Ø75+0,4;
18 Расточить вторую канавку , выдерживая размеры 1,9+0,25;80,4+0,1; Ø75+0,4;
19 Расточить отверстие выдерживая размер Ø72Н7(+0,03);
040 Слесарная- снять заусенцы:
050 Вертикально-фрезерная (6Р12):
1 Фрезеровать лапы ,выдерживая размеры 18-0,4;
2 Фрезеровать лапы ,выдерживая размеры 18-0,4;
060 Слесарная- снять заусенцы
070 Промывка
080 Контроль.
Анализ базового ТП показал, что он соответствует среднесерийному типу производства и обеспечивает заданную точность обработки. Поэтому с целью повышения производительности обработки возможно использовать в проектном ТП новый режущий инструмент, обеспечивающие резкое повышение режимов резанья .
Проектный вариант ТП обработки детали предоставлен в комплекте документов и сводной таблице режимов резанья.
2.3.2 Выбор и обоснование технологических баз
На первой операции в качестве черновой базы используется внутренняя поверхность отверстия и наружные поверхности .В данной операции фрезеруется подошва корпуса, и сверлиться 4 отверстия. Внутренняя поверхность лишает деталь трех степеней свободы, образуя установочную базу; один из торцов лишает двух степеней свободы и образует направляющую базу; второй торец лишает заготовку одной степе ни свободы – опорная база.
На операции 030 в качестве чистовой базы применяют поверхность 1, которая образует установочную базу и лишает трех степеней свободы. Кроме того, заготовка базируется отверстиям на пальцах: один из пальцев лишает ее двух степеней свободы (двойная опорная база), другой – одной степени свободы (опорная база).
2.3.3 Выбор оборудования и технологической оснастки
Выбор выполняется в табличной форме.
Таблица 2.6 – Выбор оборудования
|
Номер операции |
Код модель и наименование станка |
Цена станка, млн.руб |
Fд работы оборудования в зависимости от КРС, час |
Паспортные данные |
|||
|
Габаритные размеры |
Мощность привода |
Ряд частот, мин-1 |
Ряд подач, мм/об |
||||
|
010 |
ГФ2171 38XXXXXXXX |
156,73281 |
КРС=28 Fд=4029 |
3680× 4170× 3150 |
13 |
50-2500 |
1….7000 |
|
030 |
ИР500 ПМФ4 381213XXXX |
356, 979529 |
КРС=38 Fд=4029 |
4450× 4635× 3250 |
14 |
20-4500 |
1…3600 |
|
050 |
6Р12 3816111602 |
78,06436 |
КРС=38 Fд=3904 |
1790х 1000х 2120 |
11 |
40-2500 |
1..3000 |
Таблица 2.8 - Выбор режущего инструмента
|
Номер и наименование операции |
Наименование режущего инструмента и его код |
Материал режущей части |
Техническая характеристика |
Обозначение по стандарту |
Применяемая СОТС |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
010 Фрезерная с ЧПУ |
Фреза 391831ХХХХ |
ВК8 |
|
2214-0155 ГОСТ 9473-80 |
Эмульсия |
|
Сверло 391265ХХХХ |
ВК8 |
|
2317-0109 ГОСТ 14952-75 |
||
|
Сверло 391265ХХХХ |
ВК8 |
|
2301-0050 ГОСТ 10903-77 |
||
|
030 Комплексная с ЧПУ |
Фреза 391831ХХХХ |
ВК8 |
|
R245-125Q40-12L |
Эмульсия |
|
Фреза 391890ХХХХ |
ВК8 |
|
R245-125Q40-12L |
||
|
Фреза 391890ХХХХ |
ВК8 |
|
R245-125Q40-12L |
||
|
Сверло 391265ХХХХ |
ВК8 |
|
R840-1300-30-A0A |
||
|
Сверло 391265ХХХХ |
ВК8 |
|
R840-1300-30-A0A |
||
|
Резец расточной 392193ХХХХ |
ВК8 |
- |
A182 DNMX 15 04 04-WF |
||
|
Резец расточной 392193ХХХХ |
ВК8 |
- |
A182 DNMX 15 04 04-WF |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Резец расточной 392193ХХХХ |
ВК8 |
- |
N151.3-800-60- 4G |
||
|
Резец расточной 392193ХХХХ |
ВК8 |
N151.3-800-60- 4G |
|||
|
050 Вертикально-фрезерная |
Фреза 391890ХХХХ |
ВК8 |
|
2214-0155 ГОСТ 9473-80 |
Эмульсия |
Продолжение таблицы 2.8
Таблица 2.9- Выбор вспомогательного инструмента
|
Номер и наименование операции |
Наименование вспомогательного инструмента и его код |
Установка |
Обозначение по стандарту |
||||
|
вспомогательного инструмента на станке |
режущего инструмента на вспомогательный |
||||||
|
Способ |
Размер посадочного элемента |
Способ |
Размер посадочного элемента |
||||
|
010 Фрезерная с ЧПУ |
392870ХХХХ Оправка |
В отверстие в шпинделе |
По конусу в шпинделе станка |
отверстием |
по посадочному диаметру инструмента |
6222-6136 ГОСТ 25827-83 |
|
|
Патрон 392819ХХХХ |
В шпинделе станка |
По конусу в шпинделе станка |
В патроне |
- |
012-6160-4443 |
||
|
Втулка 392800ХХХХ |
В шпинделе станка |
По конусу в шпинделе станка |
Во втулке |
По конусу во втулке |
191.831.072 ГОСТ 25827-83 |
||
|
030 Комплексная с ЧПУ |
Оправка 392800ХХХХ |
В инструментальном блоке |
По диаметру гнезда в инструментальном блоке |
На оправке |
По диаметру оправки |
6222-0136 ГОСТ 25827-83 |
|
|
Патрон 392819ХХХХ |
В шпинделе станка |
По конусу в шпинделе станка |
В патроне |
- |
012-6160-4443 |
||
|
Втулка 392800ХХХХ |
В шпинделе станка |
По конусу в шпинделе станка |
Во втулке |
По конусу во втулке |
6100-0141 ГОСТ 13598-85 |
||
|
Оправка 392800ХХХХ |
В инструментальном блоке |
По диаметру гнезда в инструментальном блоке |
На оправке |
По диаметру оправки |
035-775-80 |
||
|
Оправка 392800ХХХХ |
В инструментальном блоке |
По диаметру гнезда в инструментальном блоке |
На оправке |
По диаметру оправки |
171-6224-4074 |
||
|
Оправка 392800ХХХХ |
В инструментальном блоке |
По диаметру гнезда в инструментальном блоке |
На оправке |
По диаметру оправки |
035-774-80 |
||
|
050 Вертикально-фрезерная |
Втулка 392800ХХХХ |
В шпинделе станка |
По конусу в шпинделе станка |
Во втулке |
По конусу во втулке |
012-6117-4467-04 |
|
|
Оправка 392800ХХХХ |
В инструментальном блоке |
По диаметру гнезда в инструментальном блоке |
На оправке |
По диаметру оправки |
6222-0038 ГОСТ 13785-68 |
||
Таблица 2.9 - Выбор измерительного инструмента.
|
Номер и наимено-вание операции |
Наименовние инструмента, его код |
Диапазон измерения инструмента |
Точность измерения инструмента |
Допуск измеряе-мого размера |
Обзначение, ГОСТ |
|
010 Фрезерная с ЧПУ |
393311ХХХХ Штангенциркуль |
0-125 |
0,1 |
1 |
ГОСТ 166-89 |
|
393141ХХХХ Калибр-пробка |
Ø15 |
Н14 |
0,4 |
ГОСТ 14810 |
|
|
030 Комплексная с ЧПУ |
393311ХХХХ Штангенциркуль |
0-125 |
0,1 |
0,5 |
ГОСТ 166-80 |
|
393311ХХХХ Штангенциркуль |
0-125 |
0,1 |
1,2 |
ГОСТ 166-89 |
|
|
393311ХХХХ Штангенциркуль |
0-125 |
0,1 |
0,17 |
ГОСТ 166-80 |
|
|
393141ХХХХ Калибр-пробка |
Ø13 |
Н14 |
0,5 |
ГОСТ 14810-69 |
|
|
393141ХХХХ Калибр |
1,9+0,25 |
0,25 |
0,5 |
- |
|
|
393458ХХХХ Нутромер |
Ø750,4 |
0,4 |
0,4 |
- |
|
|
394343ХХХХ Нутромер |
Ø72 |
Н7 |
0,03 |
ГОСТ 9244 |
|
|
050 Вертикально-фрезерная |
393311ХХХХ Штангенциркуль |
0-125 |
0,1 |
1,2 |
ГОСТ 166-89 |
Таблица 2.10 – Выбор установочно-зажимных приспособлений
|
Номер и наименование операции |
Приспособление |
||||
|
Код |
Наименование |
Тип привода |
Техническая характеристика |
ГОСТ |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
010 Карусельно-фрезерная |
- |
Приспособление специальное |
ручной |
- |
- |
|
030 Комплексная с ЧПУ |
- |
Приспособление специальное |
ручной |
М16-6g |
- |
|
050 Вертикально-фрезерная |
- |
Приспособление специальное |
ручной |
- |
- |
Расчет режимов резания для перехода на станке с ЧПУ.
Операция 030.
Фрезеровать поверхность 8
Рисунок 2.3 – Эскиз обработки
1 Выбор режущего инструмента
Для обработки принята торцовая насадная фреза со вставными ножами, оснащенная пластинами из твердого сплава R245-125Q40-12L
Дф=125 мм; dо=90 мм; z=5;
Материал режущей части R245-90-063Q22-1
2 Расчет режимов резания
1 Глубина резания, t, мм
t = 2 мм
2 Подача на зуб, принятая Sо = 0,36 мм/об
3 Стойкость Т, мин
Т = 180 мин
4Скорось резания Vрез,м/мин
Выбираем скорость резания из таблицы режимов резания инструмента SANDVIK V рез==250 м/мин
5 Частота вращения n, мин-1
n= , мин-1 (2.10)
, мин-1 (2.10)
n= = 884мин-1
= 884мин-1
Принятая n=900 мин-1
6. Минутная подача:
Sм=Sz∙z∙nст (2.11)
Sм=0,36∙5∙900=1620 мм/мин
7.Проверочный расчёт по мощности резания
Nрез≤1,2 × Nд×η (2.12)
N рез≤1,2 ×30 ×0,7
1,2≤14
Обработка возможна
3 Машинное время а) Длина резания:
lрез=90 мм б) Длина рабочего хода:
Lр.х.=lрез+Δ +y (2.13)
Δ=125 мм
 10
мм (2.14)
10
мм (2.14)
Lр.х.=90+125+10=225 мм в) Машинное время:
 (2.15)
(2.15)
 мин
мин
Расчет режимов резания для перехода на станке с ЧПУ.
Операция 030.
Растачивание отверстия
Рисунок 2.4 – Эскиз обработки
1 Выбор режущего инструмента
Для обработки принят резец расточной с вставной пластиной из твердого сплава A182 DNMX 15 04 04-WF
II Расчёт режимов резания:
1.Глубина резания, t, мм
t = (D-d)/2 = (71,4-68)/2=1,7 мм
2.Подача S=0.35 мм/об
Ksn=1
Ksv=0.8
Ksm=0.65
Ksφ=0.9
Ksl=0.7
Ksdo=0.7
Ksz=1
Sp=1.55×0.8×0.65×0.9×0.7×0.7=0.35 мм/об
Подача принятая Sо = 0,35 мм/об
3.Стойкость Т, мин
Т = 160 мин
4Скорось резания Vрез,м/мин
Vтабл=250м/мин
Кvn=0.7
Кvc=1
Кvo=0.9
Кvj=1
Кvm=0.5
Кvφ=1
Кvτ=0.6
Кvж=1
V рез= 244×0.7×0.9×0.5×0.6=46.116 м/мин
Выбираем скорость резания из таблицы режимов резания инструмента SANDVIK V рез==220 м/мин
5.Частота вращения n, мин-1
n=, мин-1
n= = 980 мин-1
= 980 мин-1
Принятая n=980 мин-1
6. Минутная подача:
Sм=Sо×n
Sм=0,35×980=343 мм/мин
7 Мощность резания
N=4.4 кВт
KNm=1.25
Nрез=4.4×1.25=5.5 кВт
Проверочный расчёт по мощности резания
Nрез≤1,2 × Nд×η
N рез≤1,2 ×30 ×0,7
5.5≤14
Обработка возможна
III Расчёт машинного времени,
Тм =  ,
мин
,
мин
Lр.х.=lрез+∆, мм
∆=(1÷3) мм принимаемое значение ∆=2 мм
lрез=92мм
Тм = ![]() = 0.27 мин
= 0.27 мин
Таблица 2.11 – Сводная таблица режимов резания.
|
Номер операции и модель станка |
Номер позиции, перехода |
Наименование установа, суппорта, перехода |
D или В мм |
t мм |
lРЕЗ мм |
LРХ мм |
i |
Подача |
n мин-1 |
V м мин |
ТО мин |
|||||||||||
|
SО мм об |
SМ мм мин |
|||||||||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
||||||||||
|
010 Фрезерная с ЧПУ |
1 |
Фрезеровать поверхность 1 |
160 |
2 |
150 |
275 |
2 |
0,3 |
125 |
160 |
62,8 |
4,4 |
||||||||||
|
2 |
Центровать последовательно 4 отверстия |
6,3 |
3,15 |
6,3 |
16 |
4 |
0,15 |
90 |
600 |
11,9 |
2,41 |
|||||||||||
|
3 |
Сверлить последовательно 4 отверстия |
15 |
7,5 |
18 |
27 |
4 |
0,15 |
125 |
300 |
14 |
1,81 |
|||||||||||
|
Итого |
8,62 |
|||||||||||||||||||||
|
030 Комплексная с ЧПУ |
1 |
Фрезеровать торец 8 |
125 |
2 |
90 |
225 |
1 |
0,36 |
1620 |
900 |
250 |
0,138 |
||||||||||
|
2 |
Фрезеровать ухо 7 |
125 |
2 |
40 |
175 |
1 |
0,3 |
1620 |
900 |
250 |
0,194 |
|||||||||||
|
3 |
Фрезеровать торец 6 |
125 |
2 |
90 |
225 |
1 |
0.36 |
1620 |
900 |
250 |
0,138 |
|||||||||||
|
4 |
Фрезеровать ухо 9 |
125 |
2 |
18 |
175 |
1 |
0.3 |
1620 |
900 |
250 |
0,194 |
|||||||||||
|
5 |
Центровать отверстие 10 |
6,3 |
3,15 |
6,3 |
16 |
1 |
0,2 |
175 |
850 |
16 |
0,01 |
|||||||||||
|
6 |
Сверлить отверстие 10 |
13 |
6,5 |
18 |
26 |
1 |
0,15 |
125 |
700 |
28 |
0,03 |
|||||||||||
|
7 |
Расточить отверстие 11 |
68 |
1 |
90 |
96 |
1 |
0.35 |
343 |
980 |
220 |
0.27 |
|||||||||||
|
8 |
Расточить отверстие 11 |
71,4 |
1.7 |
90 |
96 |
1 |
0,35 |
343 |
980 |
220 |
0.27 |
|||||||||||
|
9 |
Точить фаску 12 |
75,2 |
1,6 |
1,6 |
4,1 |
1 |
0.15 |
147 |
980 |
220 |
0,02 |
|||||||||||
|
10 |
Точить фаску 13 |
75,2 |
1,6 |
1,6 |
4,1 |
1 |
0,15 |
147 |
980 |
220 |
0,02 |
|||||||||||
|
11 |
Расточить канавку 14 |
50 |
1,8 |
1,8 |
5 |
1 |
0,15 |
105 |
700 |
80 |
0.8 |
|||||||||||
|
12 |
Расточить канавку 15 |
50 |
1,8 |
1,8 |
5 |
1 |
0,15 |
105 |
700 |
80 |
0.8 |
|||||||||||
|
13 |
Расточить отверстие 11 |
72 |
0,3 |
90 |
96 |
1 |
0,3 |
320 |
980 |
220 |
0.31 |
|||||||||||
|
Итого |
3.174 |
|||||||||||||||||||||
|
050 Вертикально-фрезерная |
1 |
Фрезеровать лапу 16 |
65 |
2 |
90 |
155 |
1 |
0,15 |
80 |
300 |
61 |
1,34 |
||||||||||
|
Фрезеровать лапу 17 |
65 |
2 |
90 |
155 |
1 |
0,15 |
80 |
300 |
61 |
1,34 |
||||||||||||
|
Итого |
2,68 |
|||||||||||||||||||||
2.4.3 Нормирование проектируемой операции. Сводная таблица норм времени
030 Комплексная с ЧПУ
1. Основное время обработки:
Тмо из таблицы 2.11:
Тмо=3.174мин
2. Машинное вспомогательное время:
Тмв –таблица 2.12
Таблица 2.12 – Описание обработки на проектируемой операции
|
Наименование переходов технологических и машинно-вспомогательных |
Величина составляющих Тмв, мин |
|
Установить заготовку и закрепить. |
- |
|
Подвести инструмент в начало обработки |
0,03 |
|
Фрезеровать торец 8 |
- |
|
Отвести инструмент |
0,03 |
|
Поворот стола на 90 град. по ч.с. |
0,25 |
|
Фрезеровать ухо 7 |
- |
|
Отвести инструмент |
0,03 |
|
Поворот стола на 90 град. по ч.с. |
0,25 |
|
Фрезеровать торец 6 |
- |
|
Отвести инструмент |
0,03 |
|
Поворот стола на 90 град. по ч.с. |
0,25 |
|
Фрезеровать ухо 9 |
- |
|
Отвести инструмент |
0,03 |
|
Поворот стола на 180 град. по ч.с. |
0,25 |
|
Заменить инструмент |
0,2 |
|
Заменить величину подачи и частоту вращения |
0,16 |
|
Центровать отверстие 10 |
- |
|
Отвести инструмент |
0,03 |
|
Заменить величину подачи и частоту вращения |
0,16 |
|
Сверлить отверстие 10 |
- |
|
Отвести инструмент |
0,03 |
|
Поворот стола на 90 град. по ч.с. |
0,25 |
|
Заменить инструмент |
0,2 |
|
Заменить величину подачи и частоты вращения |
0,16 |
|
Расточить отверстие 11 |
- |
|
Отвести инструмент |
0,03 |
|
Расточить отверстие 11 |
- |
|
Отвести инструмент |
0,03 |
|
Точить фаску 12 |
- |
|
Отвести инструмент |
0,03 |
|
Заменить инструмент |
0,2 |
|
1 |
2 |
|
Поворот стола на 180 град. по ч.с. |
0,25 |
|
Точить фаску 13 |
- |
|
Отвести инструмент |
0,03 |
|
Заменить инструмент |
0,2 |
|
Заменить величину подачи и частоты вращения |
0,16 |
|
Расточить канавку14 |
- |
|
Отвести инструмент |
0,03 |
|
Расточить канавку 15 |
- |
|
Отвести инструмент |
0,03 |
|
Заменить инструмент |
0,2 |
|
Заменить величину подачи и частоты вращения |
0,16 |
|
Расточить отверстие 11 |
- |
|
Отвести инструмент |
0,3 |
|
Заменить инструмент |
0,2 |
|
Возврат инструмента и режимов резания в исходное состояние |
0,21 |
|
Открепить и снять готовую деталь |
- |
|
Контроль полученных размеров |
- |
Тмв = 0,03×14+0,25×6+0,2×6+0,08×10=3,92 мин
3. Время цикла автоматической работы станка:
ТЦА=Тмо+Тмв (2.16)
ТЦА= 3.174+3,92=7,094 мин
4. Вспомогательное время:
Тв= tус+ tуп+ tизм (2.17)
где tус – время на установку и снятие заготовки, мин;
tУП – время на приемы управления станком;
tИЗМ – время на измерение, выполняется рабочим во время работы станка по УП, поэтому в состав времени вспомогательного не включается;
tус=tуст+tзаж=0,1+0,27=0,37 мин
tуп=tвк.отк+tщ=0,04+0,03=0,07 мин
tизм=0,13+0,21+0,2+0,6+0,1+0.1=1,34 мин
Тв=0,37+0,07+1,34=1,78 мин
Так как время на измерение, установку и закрепление перекрывается временем цикла автоматическим, то в дальнейших расчетах его не учитывают.
5. Оперативное время обработки:
Топ=ТЦА+tУП+tуст,мин (2.18)
Топ=7,094 +0,07+0,37=7.534мин
6. Время на организацию технического обслуживания:
αОБС=3,5% αОТЛ=4%
7. Штучное время:
 (2.19)
(2.19)
 мин
мин
8. Подготовительно-заключительное время:
Тпз=ТпзОРГ+ТпзНАЛ (2.20)
а) а) Подготовительно-заключительное время на организационные моменты
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.