2 РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
2.1 Анализ технических требований на изготовление детали.
Рекомендации по их обеспечению и контролю
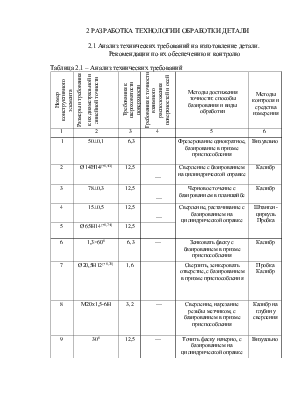
Таблица 2.1 – Анализ технических требований
|
Номер конструктивного элемента |
Размеры и требования к их диаметральной и линейной точности |
Требования к шероховатости поверхности |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности: способы базирования и виды обработки |
Методы контроля и средства измерения |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 |
50±0,1 |
6,3 |
Фрезерование однократное, базирование в призме приспособления |
Визуально |
|
|
2 |
Ø 14Н14(+0,43) |
12,5 |
— |
Сверление с базированием на цилиндрической оправке |
Калибр |
|
3 |
78±0,3 |
12,5 |
— |
Черновое точение с базированием в планшайбе |
Калибр |
|
4 |
15±0,5 |
12,5 |
— |
Сверление, растачивание с базированием на цилиндрической оправке |
Штанген-циркуль Пробка |
|
5 |
Ø 65H14(+0,74) |
12,5 |
|||
|
6 |
1,3×600 |
6,3 |
— |
Зенковать фаску с базированием в призме приспособления |
Калибр |
|
7 |
Ø20,5H12(+0,21) |
1,6 |
Сверлить, зенкеровать отверстие, с базированием в призме приспособления |
Пробка Калибр |
|
|
8 |
М20х1,5-6H |
3,2 |
— |
Сверление, нарезание резьбы метчиком, с базированием в призме приспособления |
Калибр на глубину сверления |
|
9 |
300 |
12,5 |
— |
Точить фаску начерно, с базированием на цилиндрической оправке |
Визуально |
окончание таблицы 2.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
10 |
Ø 82h14(-0,87) |
12,5 |
— |
Точить поверхность начерно, с базированием на цилиндрической оправке |
Скоба Штанген-циркуль |
|
11 |
Ø 80h11(-0,19) |
3,2 |
Точить поверхность начерно, начисто, с базированием на цилиндрической оправке |
Скоба Штанген-циркуль |
|
|
12 |
1×450 |
6.3 |
— |
точить фаску начерно, с базированием на цилиндрической оправке |
Визуально |
|
13 |
Ø3Н11(+0,25) (2 отв.) |
6.3 |
— |
Сверлить отверстия с базированием по боковым поверхностям |
Шаблон |
|
14 |
2,6×450 |
6,3 |
— |
Зенковать фаску с базированием на цилиндрической оправке |
Штанген-циркуль |
|
15 |
Ø 50±0,02 |
1,6 |
— |
Сверлить, зенкеровать отверстие, с базированием на цилиндрической оправке |
Штанген-циркуль Пробка |
2.2 Выбор вида и обоснование метода получения заготовки
2.2.1 Описание метода получения заготовки
Заготовка-паковка изготавливается в кузнечном цехе из углеродистой стали. Заготовку сначала нагревают в нагревательной печи. Течение металла ограничивается полостью штампа и заготовка принимает форму этой полости Штамп состоит из двух частей: верхней и нижней. Нагретая заготовка помещается в нижнюю полость штампа. При ударах верхней части штампа металл течет и заполняет ручей. Излишки металла выдавливаются из ручья в кольцеобразную полость, в результате чего образуется заусенец, который обрезают в специальном обрезном штампе.
На выбор метода получения заготовки оказывают влияние: материал детали; ее назначение и технические требования на изготовление; объем и серийность выпуска; форма поверхностей и размеры детали. Оптимальный метод получения заготовки определяется на основании всестороннего анализа названных факторов и технико-экономического расчета технологической себестоимости детали. Метод получения заготовки, обеспечивающий технологичность изготовляемой из нее детали, при минимальной себестоимости последней считается оптимальным.
В базовом технологическом процессе заготовкой для получения крышки 105.072.24.016Б служит поковка ГОСТ 8479-70 получаемая на молотах.
2.2.2 Определение допусков на размеры заготовки, припусков на механическую обработку поверхностей по переходам, расчет размеров и массы заготовки
Класс точности –Т5 (11,таб.19)
Группа стали –М1 (11,таб.1)
Степень сложности –С3 (11,стр.30)
Исходный индекс -12
Таблица 2.2−Назначение допусков на поковку
|
Номер поверх-ности |
Номинальный размер |
Вид размера |
Допуск на заготовку с указанием предельных отклонений |
|
|
1 |
2 |
3 |
4 |
|
|
1 |
50±0,1 |
линейный |
3,2 |
|
|
3 |
78 |
линейный |
3,6 |
|
|
10 |
Ø
82 |
диаметральный |
3,6 |
|
|
- |
4 |
линейный |
1,3 |
|
|
15 |
Ø50 |
диаметральный |
3.5 |
Таблица 2.3 – Табличный расчет припусков
|
Переходы механической обработки поверхности |
Точность обработки |
Припуск табличный, Z, мм |
Расчёт размеров заготовки d или D, мм |
||
|
Ква-литет |
Допуск, мм |
Шерохова-тость, Rа, мкм |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Протянуть отверстие |
Н11 |
0,039 |
1,6 |
1,5 |
Ø 50±0,02 |
|
Зенкеровать отверстие |
Н11 |
1,6 |
3,2 |
4,5 |
50-1,5=48,5 |
|
Поковка |
— |
1,2 |
12,5 |
6 |
48,5-4,5=44 |
|
44 |
|||||
|
Фрезеровать торец |
h14 |
3,6 |
6.3 |
4 |
50 |
|
Поковка |
— |
1,2 |
12,5 |
— |
50+4=54 |
|
54 |
|||||
|
Подрезать торец |
h14 |
0,3 |
12,5 |
5,0 |
78+5=83 |
|
Поковка |
— |
1,2 |
100 |
— |
212+2 |
|
83 |
|||||
|
Точить поверхность |
h14 |
0,87 |
12,5 |
5,0 |
82+5=87 |
|
Поковка |
— |
1,2 |
100 |
— |
212+2 |
|
87 |
|||||
окончание таблицы 2.3
|
Точить поверхность |
h11 |
1,3 |
3,2 |
2,0 |
4+2=6 |
|
Поковка |
— |
1,2 |
100 |
— |
212+2 |
|
6 |
|||||
Таблица 2.4– Определение последовательности обработки детали
|
Последовательность механической обработки Ø50h9 |
Точность обработки |
Способ базирования детали в приспособлении |
Расчет погрешности установки,
|
||
|
Квалитет с допуском |
Шерахова-тость, Rа, мкм |
||||
|
Заготовка-поковка |
- |
- |
Базирование в призме при обработке отверстий по кондуктору на направляющих протяжки |
|
|
|
Зенкерование |
Н11(0,16) |
3,2 |
Базирование в призме при обработке отверстий по кондуктору на направляющих протяжки |
=1,2/2х0,707=0,8
|
|
|
Протягивание |
Н11(0,04) |
1,6 |
Базирование в призме при обработке отверстий по кондуктору на направляющих протяжки |
|
|
Погрешность установки детали в приспособлении рассчитываем по формуле:
![]() (2.1) где
(2.1) где ![]() – погрешность базирования, мм;
– погрешность базирования, мм;
![]() – погрешность закрепления, мм;
– погрешность закрепления, мм;
Погрешность базирования при базировании в призме при обработке отверстий по кондуктору на направляющих протяжки равна 0;0,8мм [5, с.76, таблица 36];
Погрешность закрепления детали ![]() 0,7
мм;
0,7
мм;![]() 0,15
мм;
0,15
мм; ![]() 0,7
мм [5, с.79, таблица 37];
0,7
мм [5, с.79, таблица 37];
Определение припусков расчетно-аналитическим методом. Расчеты размеров сводим в таблицу 2.5 пояснительной записки к проекту.
Из
таблицы 2.4 в таблицу 2.5 переносится последовательность механической обработки
поверхности, величину погрешности установки (![]() y) и технологические допуски (Т), заполняя графы 1, 5, 8 соответственно.
y) и технологические допуски (Т), заполняя графы 1, 5, 8 соответственно.
Величину допуска заготовки для заданной поверхности заимствовали
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.




 =
=