УЧРЕЖДЕНИЕ ОБРАЗОВАНИЯ
«ГОМЕЛЬСКИЙ ГОСУДАРСТВЕННЫЙ МАШИНОСТРОИТЕЛЬНЫЙ КОЛЛЕДЖ»
Отделение - дневное
Специальность 2-36 01 01
«Технология машиностроения»
Курс: IV
Обучение: очное
ИССЛЕДОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ВОЗМОЖНОСТЕЙ ТОКАРНЫХ СТАНКОВ СЕРИИ VL ВЕРТИКАЛЬНОЙ КОМПОНОВКИ С ЦЕЛЬЮ ИСПОЛЬЗОВАНИЯ ИХ НА БАЗОВОМ ПРЕДПРИЯТИИ
Руководитель:
преподаватель ГГМК
2010
ВВЕДЕНИЕ
Современное машиностроение – это, в основном, мелко и среднесерийное производство, которое характеризуется частой сменой объекта производства, необходимостью быстрой и качественной обработки разнообразных изделий, возможностью организации производства высокой культуры с максимально высокой степенью механизации и автоматизации.
Этим требованиям отвечают станки с вертикальной осью вращения шпинделя серии VL фирмы EMAG, которые характеризуются высокой производительностью, исключительно долгим сохранением высокой точности, высокой безопасностью работы, удобным обслуживанием.
Раздел 1 АНАЛИЗ ТЕХНОЛОГИЧЕСКИХ ВОЗМОЖНОСТЕЙ ТОКАРНЫХ МНОГОФУНКЦИОНАЛЬНЫХ СТАНКОВ СЕРИИ VL
До настоящего времени токарная одношпиндельная обработка выполнялась на горизонтальных станках с портальным загрузчиком или роботом с накопительным конвейером. В станках серии VL автоматизация загрузки и обработка интегрированы в одном станке и реализованы на минимальной площади (рисунок 1).
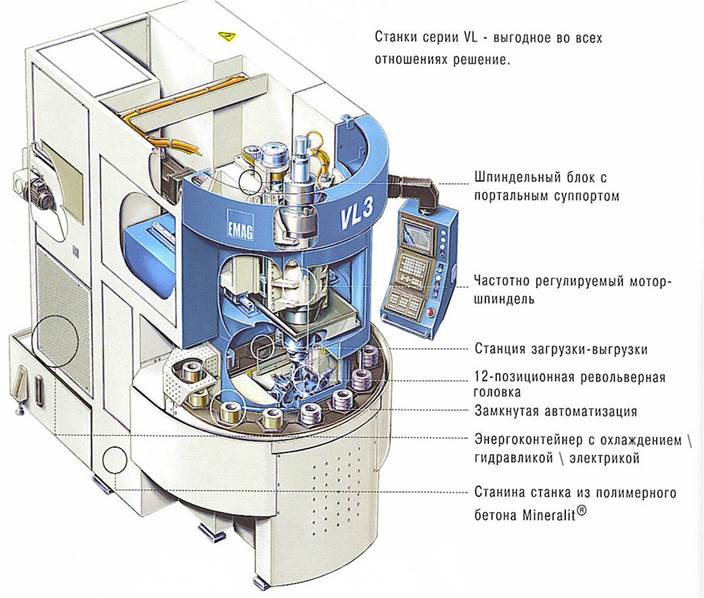
Рисунок 1 – Общий вид станка
Широкие технологические возможности обеспечиваются самой конструкцией станка и материалами, из которых он изготовлен.
Массивная станина из полимерного бетона гасит возможные вибрации. Конструкция шпиндельного блока обеспечивает высокую точность обработки (рисунок 2).
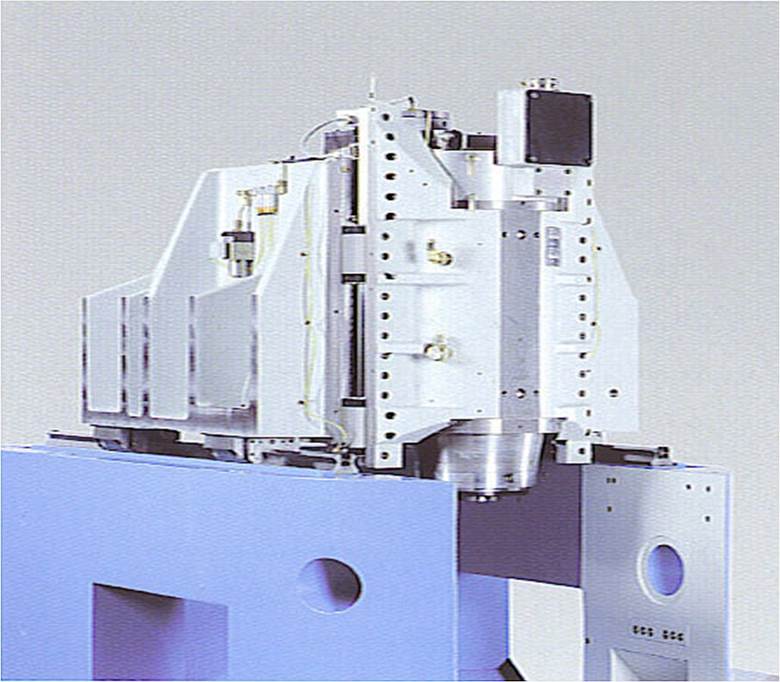
Рисунок 2 – Станина со шпиндельным узлом
Все влияющие на точность обработки узлы имеют жидкостное охлаждение. Холодильный агрегат поддерживает температуру мотор–шпинделя, револьверной головки и шкафа управления равной температуре помещения.
Быстродействующая 12–позиционная дисковая револьверная головка (рисунок 3) с электрическим приводом поворота и логикой выбора направления поворота обеспечивает очень короткое время смены инструмента. Для выполнения сверления или фрезерования в любую позицию револьверной головки может быть установлен вращающийся инструмент.

Рисунок 3 – Общий вид револьверной головки
Кроме широких технологических возможностей по механообработке станки имеют две вспомогательные рабочие функции: простую транспортировку заготовок накопительным конвейером, огибающим станок и подающим заготовки в позицию загрузки (рисунок 4), и автоматическую загрузку, выполняемую рабочим шпинделем, являющимся частью портального суппорта.

Рисунок 4 – Общий вид накопительного конвейера
Транспортировку заготовок к позиции загрузки и обратно осуществляют подвижные рамки в виде призм (рисунок 5). Широкий спектр деталей может перемещаться при использовании одной и той же рамки без переналадки.
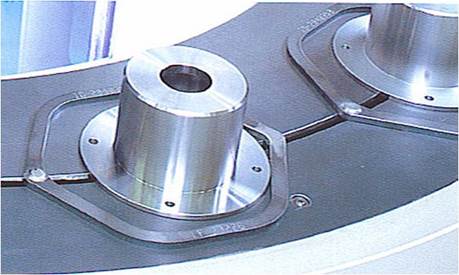
Рисунок 5 – Рамка с деталью
Рабочий шпиндель сам выполняет захват заготовок и укладку обработанных деталей (рисунок 6). Результат: предельно короткое время загрузки–разгрузки.

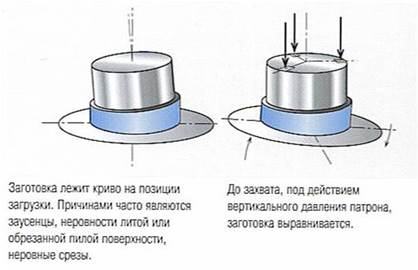
Рисунок 6 – Захват заготовки шпинделем
Позиция загрузки – выгрузки находится позади рабочей зоны. Поэтому обработанные детали и ориентирующие рамки, находящиеся на транспортере перед рабочей зоной могут быть легко сняты с ленты транспортера и заменены на необработанные заготовки (рисунок 7). Замкнутый транспортный конвейер, управляемый от ЧПУ станка перемещает детали в транспортирующих рамках к позиции загрузки выгрузки шпинделя. При переходе на другую деталь новые данные, касающиеся транспортировки, вводятся в устройство ЧПУ с помощью управляющей программы.

Рисунок 7 – Замена ориентирующей рамки
Для ассиметричных, а также длинных, тонких или требующих ориентации заготовок в рамки могут устанавливаться несложные приспособления–спутники или паллеты (рисунок8).
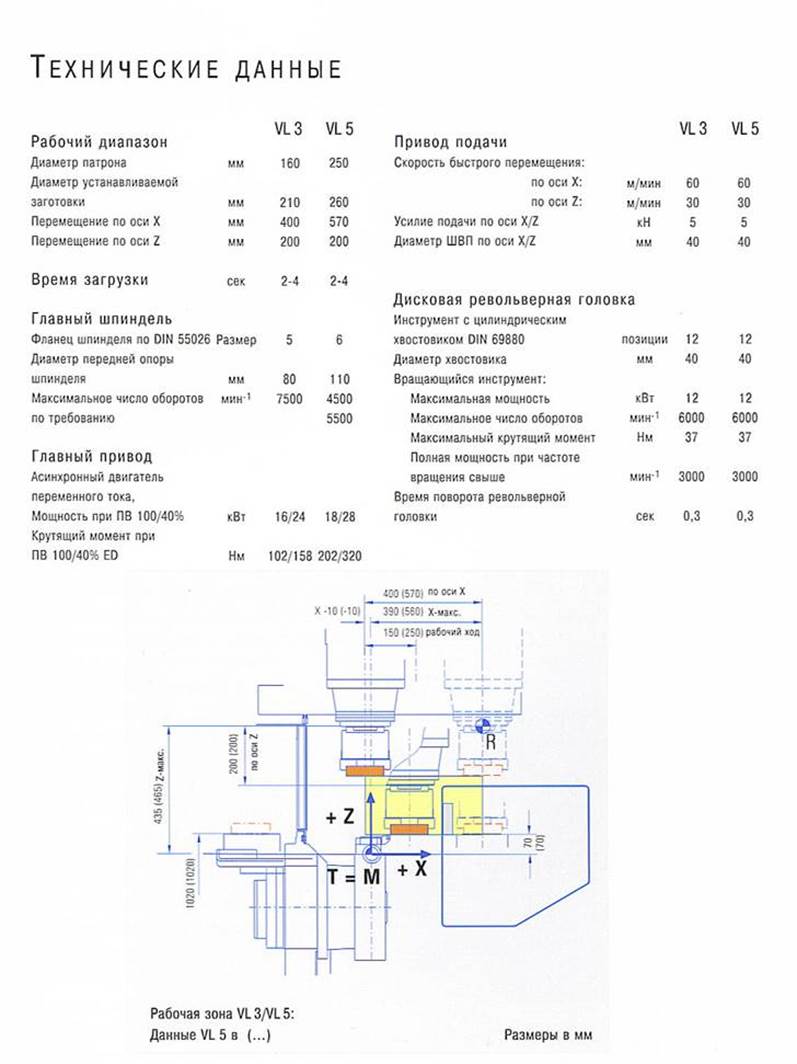
В станках серии VL реализуется принцип коротких перемещений: от зоны загрузки до зоны обработки, от верхнего к рабочему положению шпинделя. Это ведет к значительному выигрышу во времени обработки за счет сокращения вспомогательного времени (рисунок 9).
В станках серии VL обеспечен хороший доступ ко всем компонентам обслуживания: обеспечена быстрая смена инструмента; зажимных кулачков; простая смена зажимного патрона (рисунки 10; 11).
Станок обеспечен эффективной системой защиты рабочего от травм и станка от повреждений (рисунок 12), системой удаления стружки (рисунок 13).
На станках серии VL может быть обработана широкая номенклатура деталей различных диаметров в пределах до 210 мм на станках VL3 и 260 мм – на станках VL5.
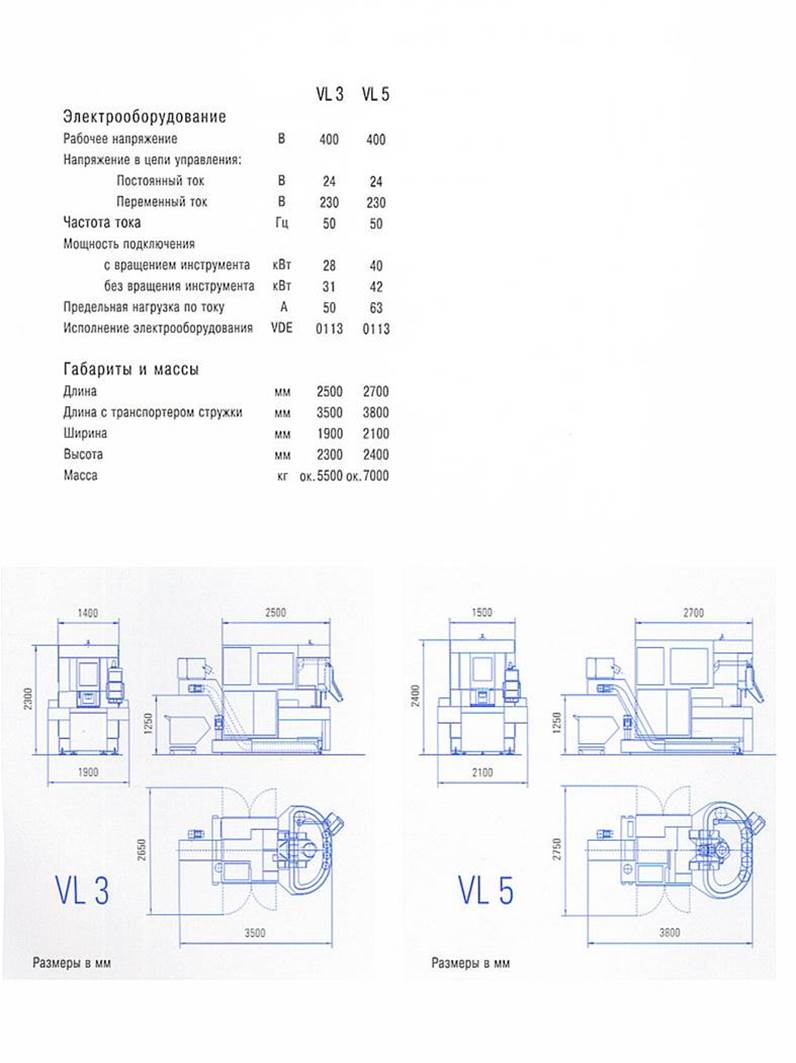
В таблице 1 приведена краткая техническая характеристика станков VL3 и VL5.

Рисунок 8 – Дополнительная оснастка для ориентирующих рамок
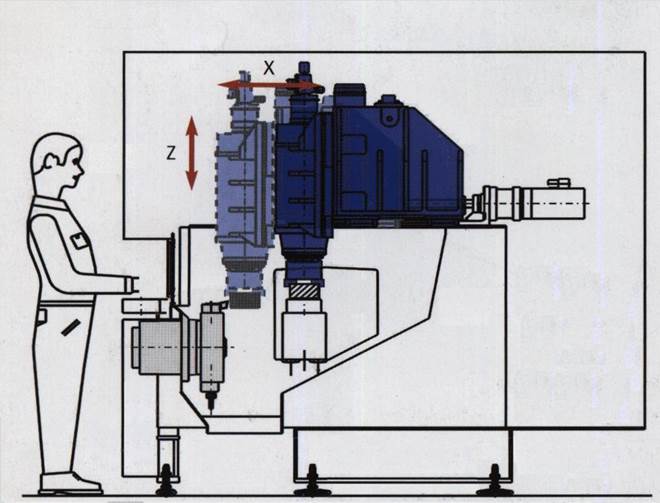
Рисунок 9 – перемещение шпинделя в зоне загрузки и в рабочей зоне
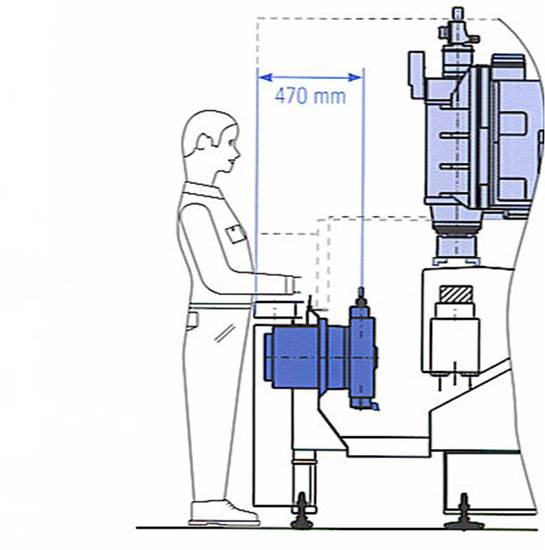
Рисунок 10 – Расположение частей станка в рабочей зоне
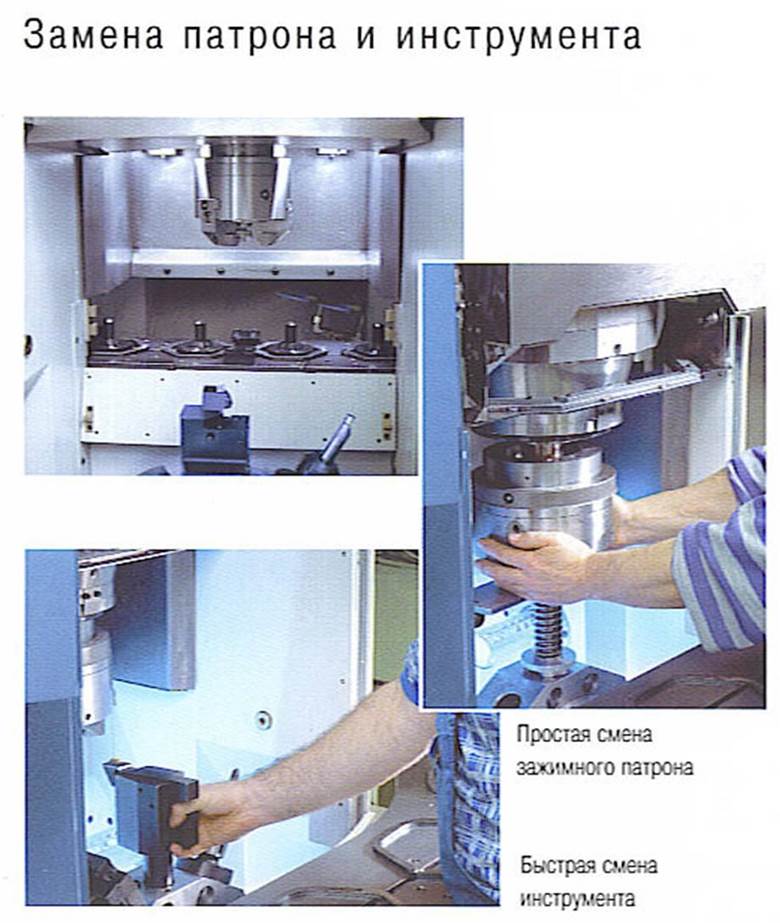
Рисунок 11 – Замена технологической оснастки

Рисунок 12 – Защитные элементы
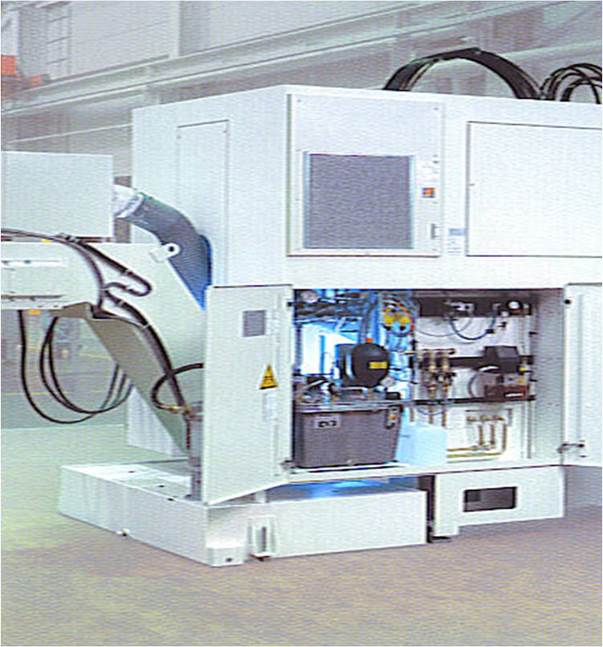
Рисунок 13 – Станок со стружкоуборочным конвейером
Таблица 1 – Техническая характеристика оборудования
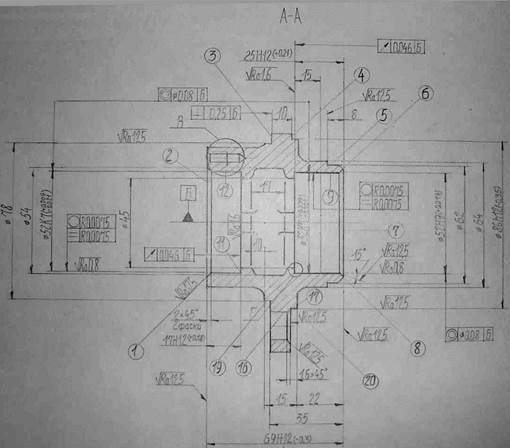
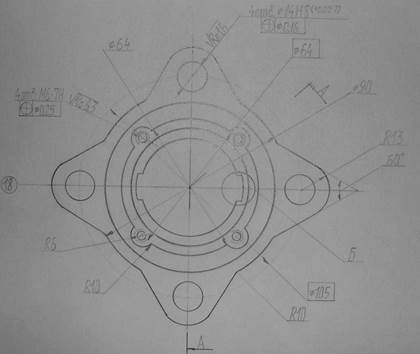
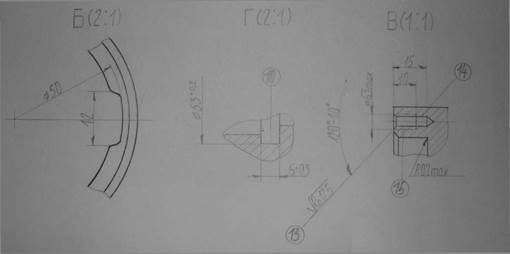
Раздел 2 ПРИМЕНЕНИЕ СТАНКА VL3 ДЛЯ ОБРАБОТКИ ДЕТАЛИ БАЗОВОГО ПРЕДПРИЯТИЯ
Примером использования станка VL3 может служить обработка детали Ступица АМ3027201, которая на производственном объединении «ГОМСЕЛЬМАШ» выполняется из отливки из ковкого чугуна, за одиннадцать операций на шести станках.
При выполнении обработки на станке VL3 деталь изготовляется за два последовательно выполняемых установа одной операции, что позволит снизить трудоемкость, уменьшить дорогостоящие производственные площади.
В первом установе при базировании детали по необработанным поверхностям 5 и 4 подрезаются торцы 2 и 3, точится поверхность 19, растачиваются отверстие 12, канавка 11, фаска 1, обрабатываются четыре резьбовых отверстия 14; во втором установе при базировании по обработанным поверхностям 2 и 19 подрезаются торцы 7 и 4, точатся поверхности 20, 5 и фаска 6, растачиваются отверстие 9, фаска 8, обрабатываются четыре отверстия 16.
ЗАКЛЮЧЕНИЕ
Для базового предприятия характерно наличие большой номенклатуры деталей типа ступица, которые могут обрабатываться на станках серии VL фирмы EMAG. Внедрение в производство данного оборудования может сэкономить значительные производственные площади, повысить автоматизацию производства в различных типах от массового до мелкосерийного.
Данное исследование может быть использовано в курсовом и дипломном проектировании, а так же при изучении современных многофункциональных станков в дисциплине «Металлорежущие станки» и технологии обработки на станках с программным управлением в дисциплине «Проектирование технологических процессов обработки на станках и автоматических линиях».
ЛИТЕРАТУРА
Материалы выставки «Металлообработка - 2009»
ПРИЛОЖЕНИЯ
А Чертеж детали
Б Учебный фильм для знакомства с технологическими возможностями станков серии VL фирмы EMAG.
 |
 |
 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.