





3 ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
3.1 Расчетно-конструкторский анализ станочного приспособления.
3.1.1 Описание конструкции и принципа работы приспособления
Согласно проектируемого технологического процесса на операции (040) применяется специальное приспособление с винтовым зажимом. Приспособление предназначено для обработки детали “Корпус крышки“ на сверлильном с ЧПУ станке СС2В05ПМФ4.
Деталь устанавливается обработанным отверстием 15 Ø 50+0,025 на поверхность Ø 50g6 пальца 8 до упора в торец.
Опоры 3,4,5 ориентируют деталь в вертикальном положении. В горизонтальном положении деталь ориентируется при помощи призмы 12. Перемещение и прижим призмы осуществляется при помощи рукоятки 9, через винт 11
Сверху деталь прижимается прижимом 2, который устанавливается по Ø40Н11 на то же палец 8 . Прижим детали осуществляется непосредственно опорам7.
Зажим детали прижимом осуществляется при помощи гайки 25 через шайбу6.
В пальце на поверхности Ø 40Н11 имеется впрессованный штифт, который выполняет функцию направляющей по пазу, на внутренней поверхности Ø40d11, прижима 2 .
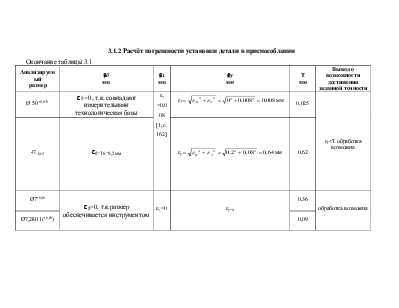
3.1.2 Расчёт погрешности установки детали в приспособлении
Окончание таблицы 3.1
|
Анализируемый размер |
Eб мм |
Eз мм |
Eу мм |
Т мм |
Вывод о возможности достижения заданной точности |
|
Ø 50+0,025 |
εб =0, т.к. совпадают измерительнаяи технологическая базы |
εз =0,008 [1, с. 162] |
εу |
0,025 |
εу<T обработка возможна |
|
47-0,62 |
εб=Т6=0,2мм |
εу |
0,62 |
||
|
Ø7+0,36 |
εб=0, т.к.размер обеспечивается инструментом |
εз =0 |
εу=0 |
0,36 |
обработка возможна |
|
Ø7,2H11(+0,09) |
0,09 |
3.1.3 Расчёт параметров силового органа приспособления
Определение сил резания 1 Сверление:
Pо=![]() ,H; (3,1)
,H; (3,1)
где Cp=31,5; q=1; y=0,8; Kp=1;
Pо=![]() =349,45,H;
=349,45,H;
(3.3)
Для расчета принимается осевая сила резания Pо=349,45 H
Исходя из схемы закрепления заготовки рисунок 1, определяем силу зажима W заготовки:
 (3,2)
(3,2)
d – расстояние от оси отверстия до места положения сил, м.
f – коэффициент трения;
M – крутящий момент, Н·м K – коэффициент запаса.
Определение коэффициента запаса [1, с. 199-207]:
K![]() , (3,3)
, (3,3)
где ![]() - гарантированный коэффициент запаса;
- гарантированный коэффициент запаса; ![]() =1,5;
=1,5;
![]() - для черновой обработки;
- для черновой обработки; ![]() =1,2;
=1,2;
![]() - коэффициент, учитывающий увеличение сил резания
из-за прогрессирующего затупления режущего инструмента;
- коэффициент, учитывающий увеличение сил резания
из-за прогрессирующего затупления режущего инструмента; ![]() =1,3;
=1,3;
![]() - коэффициент, учитывающий увеличение силы резания при
прерывистом резании;
- коэффициент, учитывающий увеличение силы резания при
прерывистом резании; ![]() =1,0;
=1,0;
![]() - коэффициент, учитывающий постоянство силы зажима при
использовании винтового зажима
- коэффициент, учитывающий постоянство силы зажима при
использовании винтового зажима ![]() =1,3;
=1,3;
![]() - при неудобном расположении рукоятки;
- при неудобном расположении рукоятки; ![]() =1,6
=1,6
![]() -коэффициент, учитываемый только при наличии крутящих
моментов, стремящихся повернуть заготовку;
-коэффициент, учитываемый только при наличии крутящих
моментов, стремящихся повернуть заготовку; ![]() =1,0;
=1,0;
![]()
W= =5435 H
=5435 H
Определение диаметра резьбы:
 (3,4)
(3,4)
с – коэффициент для основных метрических резьб.
[σр] – допускаемое напряжение материала, МПа.
Принимаем винт с резьбой М16
3.2 Конструирование и расчет режущего инструмента
Рассчитать и сконструировать спиральное сверло из быстрорежущей стали, для сверления отверстия в детали «Корпус крышки» 8Д.03.111.
1.Принимаем сверло спиральное из быстрорежущей стали с коническим хвостовиком для станков с ЧПУ (по ОСТ 2-И20-80)
Геометрические параметры сверла:
D=6-30мм; L=133-296мм; l=57-175мм; 2φ=1180; Dсв=7мм; L=150мм; l=69мм.
2 Расчет режимов резания
а) Глубина резания t = 0.5×D,мм
t = 0.5×7=3,5мм б) Подача:
So = 0,1 мм/об в) Стойкость:
Т=35 мин г) Скорость резания:
 (3,5)
(3,5)
где где Сv =36,3
q = 0,25
y = 0,4
m = 0,125 – показатели степени
Кν = Кмν ∙ Кпν ∙ Кuν, (3,6)
где
Кмν=0,8
Кпν=1,0
Кlν=0.7
Кν=0,8×1,0×0,7=0,56
 м/мин д) Частота вращения:
м/мин д) Частота вращения:
 ,
(3,7)
,
(3,7)
 мин-1
мин-1
е) Осевая сила
![]() , Н (3,8)
, Н (3,8)
где Ср = 9,8
q = 1,0
у = 0,7 – показатели степени
![]() ,
Н ж) Крутящий момент
,
Н ж) Крутящий момент
![]() , Н·м (3,9)
, Н·м (3,9)
где См = 0,005
q = 2,0
y = 0,8
![]() – показатели
степени (3,10)
– показатели
степени (3,10)
![]() Н·м
Н·м
3 Определяем конус Морзе
 (3,11)
(3,11)

По ГОСТ 25557-82 выбираем ближайший больший конус и его основные конструктивные размеры.
Принимаем конус №0 1:19.212
D=9.045
a=3
D1=9.2
d=6.4
d2=6.1
d3=6
d2=6.1
d4max=6
l1max=50
l2max=53
l3max=56.5
l4max=59.5
b=3.9
c=6.5
emax=10.5
Rmax=4
R1=1
tmax=4
4. Определяем длину сверла, длину рабочей части
(по ОСТ 2-И20-80) L=150;l=69
5. Определяем геометрические параметры
![]()
5. Определяем конструктивные элементы
-шаг винтовой канавки
 (3,12)
(3,12)
 мм
мм
- диаметр сердцевины
Dc=0.14×22=0.98мм
-ширина ленточки
f0=1.6мм
-ширина пера
B=0.58×D
B=0.58×7=4.06мм
-обратная конусность =0,05205
3.3 РАСЧЕТ И КОНСТРУИРОВАНИЕ ИЗМЕРИТЕЛЬНОГО ИНСТРУМЕНТА
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.